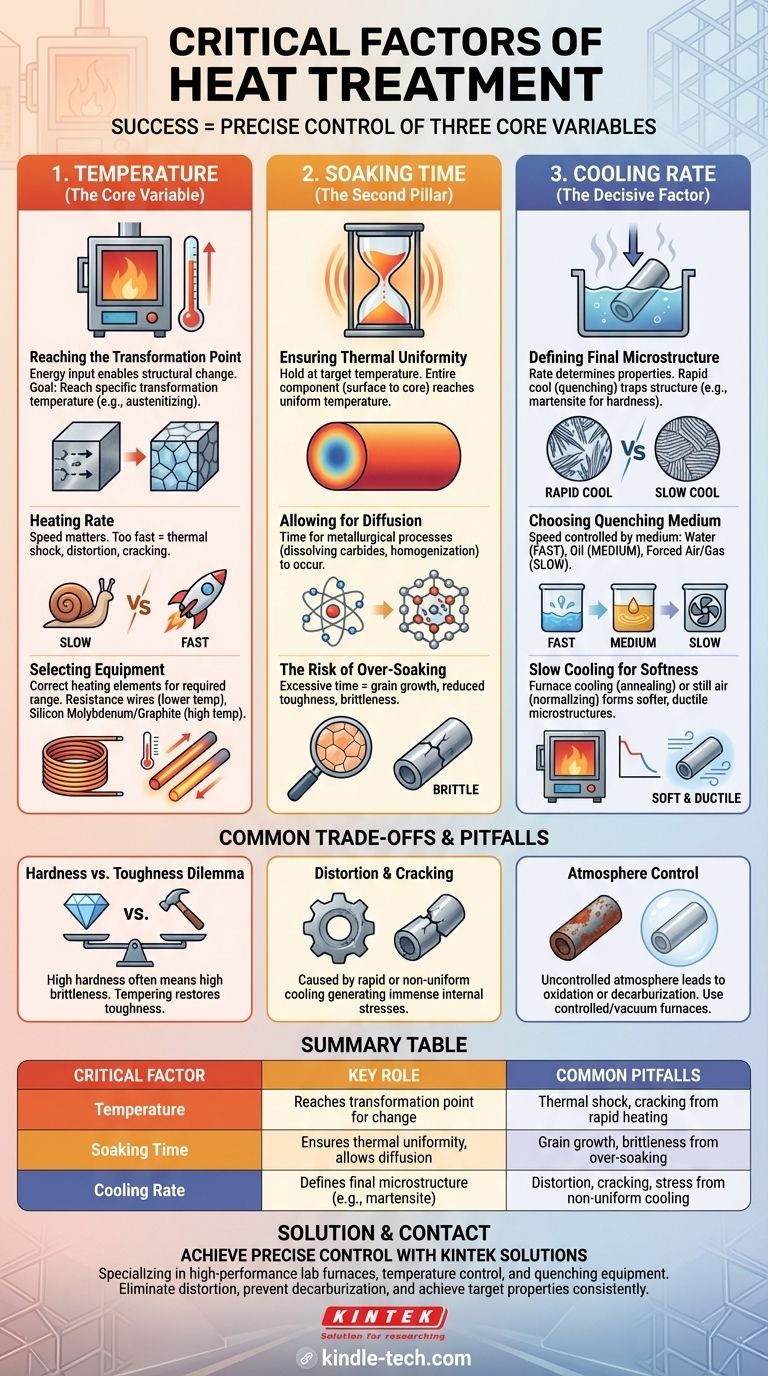
熱処理の成功は、3つの主要変数の正確な制御にかかっています。最も重要な要素は、到達する加熱温度、その温度で保持する保持時間、そしてその後の冷却速度です。これら3つの要素は独立しておらず、連携して材料の内部微細構造を根本的に変化させ、それが最終的な硬度、強度、延性などの機械的特性を決定します。
熱処理は単に材料を加熱することではありません。それは制御された冶金プロセスです。温度、時間、冷却速度の正確な相互作用が、特定の性能要求を満たすために材料の最終特性を設計することを可能にします。
主要変数:温度
材料が加熱される温度は出発点であり、おそらく最も基本的な要素です。それは構造変化を可能にするエネルギー入力です。
変態点への到達
ほとんどの鋼や多くの合金にとって、加熱の目的は特定の「変態温度」(オーステナイト化温度など)に達することです。この時点で、材料の結晶構造は冷却時に改変を受け入れやすい状態に変化します。
加熱速度の役割
この温度に達する速度も重要です。部品を速く加熱しすぎると、特に複雑な形状や大きな断面積の場合、熱衝撃や内部応力が発生し、歪みや亀裂につながる可能性があります。
適切な装置の選択
安定した目標温度を達成し維持するには、適切な炉の設備が必要です。炉内の発熱体は、必要な温度範囲に基づいて選択されなければなりません。例えば、一般的な抵抗線は低温に適していますが、非常に高温のプロセスにはシリコンモリブデンロッドや黒鉛エレメントが必要です。

第二の柱:保持時間
材料が目標温度に達したら、特定の時間保持する必要があります。この期間を保持時間(ソーク時間)と呼びます。
熱的均一性の確保
保持の最初の目的は、部品全体が表面から芯部まで均一な温度に達することを保証することです。厚い部分は当然、薄い部分よりも長い保持時間を必要とします。
拡散のための時間確保
金属は高温下では静的ではありません。保持時間は、炭化物の溶解や合金元素の均質化などの冶金プロセスが拡散によって起こるために必要な時間を提供します。これにより、冷却前に材料が均一な化学的および構造的状態にあることが保証されます。
過剰保持のリスク
必要ではありますが、過剰な保持時間は有害となる可能性があります。材料の微細構造内で望ましくない粒成長を引き起こし、靭性を低下させ、材料を脆くする可能性があります。
決定的な要素:冷却速度
材料を保持温度から冷却する速度は、最終特性を決定する上で最も決定的な要素となることがよくあります。
最終微細構造の定義
硬化鋼の場合、高温の結晶構造を「閉じ込める」ために急速な冷却(焼入れとして知られる)が使用され、マルテンサイトと呼ばれる非常に硬く強いが脆い微細構造への変態が強制されます。
焼入れ媒体の選択
焼入れの速度は、使用する媒体によって制御されます。水は非常に速い焼入れを提供し、油はより遅く、より穏やかであり、強制空冷や不活性ガスはさらに遅くなります。適切な媒体は、材料の「焼入れ性」(マルテンサイトを形成する能力)によって決まります。
柔らかさのための徐冷
逆に、炉内で部品を冷却させる(焼鈍)または静止空気中で冷却させる(焼ならし)などの徐冷は、フェライトやパーライトなどのより柔らかく、より延性のある微細構造への結晶構造の変態を可能にします。
トレードオフと落とし穴の理解
これらの要素を制御することはバランスを取る行為であり、それらの相互作用を誤解すると、部品の失敗につながる可能性があります。
硬度と靭性のジレンマ
熱処理における最も一般的なトレードオフは、硬度と靭性の間です。非常に速い焼入れは極度の硬度を生み出すかもしれませんが、それはしばしば脆さと亀裂のリスクの増大と引き換えになります。靭性を回復させるために、その後の焼戻しが必要になることがよくあります。
歪みと亀裂の危険性
急速な冷却または不均一な冷却は、部品の反り、歪み、または亀裂の主な原因です。これは、部品の異なる部分が異なる速度で冷却および変態するときに発生する巨大な内部応力によるものです。
雰囲気制御の重要性
炉内の雰囲気は、静かですが重要な要素です。制御されていない雰囲気は、酸化(スケール発生)や表面からの炭素の損失(脱炭)を引き起こす可能性があり、どちらも部品を台無しにする可能性があります。これらの反応を防ぐために、制御された雰囲気または真空炉が使用されます。
目標への要素の適用
温度、時間、冷却の理想的な組み合わせは、望ましい結果に完全に依存します。
- 最大の硬度(例:切削工具)が主な焦点の場合: 適切なオーステナイト化温度に到達した後、完全にマルテンサイト構造を形成するのに十分な速さで焼入れを行う必要があります。
- 被削性の向上(例:焼鈍)が主な焦点の場合: 鍵となるのは、適切な温度に加熱し、その後、可能な限り最も柔らかい微細構造を生成するために非常に遅く制御された冷却速度を確保することです。
- 内部応力の除去(例:溶接や機械加工による)が主な焦点の場合: 目標は、冷却速度が新しい応力の再導入を防ぐように管理された、より低い温度での保持とそれに続く徐冷です。
これらの主要な要素を習得することは、熱処理を単なる加熱プロセスから精密なエンジニアリングツールへと変えます。
要約表:
| 重要要素 | 主な役割 | 一般的な落とし穴 |
|---|---|---|
| 温度 | 微細構造変化のための変態点に到達させる | 急速な加熱による熱衝撃、亀裂 |
| 保持時間 | 熱的均一性を確保し、拡散を可能にする | 過剰保持による粒成長と脆化 |
| 冷却速度 | 最終的な微細構造を決定する(例:硬度向上のためのマルテンサイト) | 不均一な冷却による歪み、亀裂、応力 |
KINTEKの専門ソリューションで熱処理プロセスの正確な制御を実現しましょう。
最大の硬度を必要とする切削工具の開発であれ、被削性向上のための部品の焼鈍であれ、温度、時間、冷却の正確な相互作用が不可欠です。KINTEKは、プロセスの要求する安定性と均一性を提供するために設計された高性能ラボ炉、温度制御システム、焼入れ装置を専門としています。
当社は、以下のことを実現するための信頼性の高い機器と技術サポートを提供します:
- 均一な加熱と制御された冷却による歪みと亀裂の排除。
- 高度な雰囲気制御オプションを使用した脱炭とスケール発生の防止。
- バッチごとに目標とする材料特性の一貫した達成。
熱処理を単なるプロセスから精密なエンジニアリングツールへと変える準備はできましたか? 今すぐ専門家にご連絡いただき、お客様の特定の用途についてご相談の上、お客様の研究所のニーズに合った適切なKINTEKソリューションを見つけてください。
ビジュアルガイド