SEMトリムペイントは最短20〜30分で触っても乾いたように感じますが、完全に硬化しているわけではありません。 塗料に最終的な耐久性と耐傷性がもたらされる完全な化学的硬化プロセスには、理想的な条件下で通常24〜72時間と、かなりの時間がかかります。
理解すべき最も重要な概念は、「指触乾燥」と「完全硬化」の違いです。表面がすぐに乾くことで取り扱いは可能になりますが、下層の塗膜はまだ柔らかく傷つきやすい状態です。真の耐久性は、化学的硬化プロセスが完了した後にのみ達成されます。
乾燥と硬化の段階
塗料硬化の明確な段階を理解することは、新しく塗装した部品の損傷を防ぐために不可欠です。各段階は、仕上げた部品をどのように扱うべきかについて異なる意味合いを持ちます。
ステージ1:指触乾燥(5〜10分)
この段階では、塗料の表面の溶剤が蒸発しています。塗料はべたつかず、軽く触れた手袋に付着することもありません。
しかし、下の塗膜はまだ非常に濡れて柔らかい状態です。圧力をかけると、仕上げ面に恒久的な跡や指紋が残ります。
ステージ2:取り扱い可能乾燥(20〜30分)
約30分後、十分な溶剤が蒸発し、塗装された部品を慎重に動かせるようになります。縁を持って持ち上げ、硬化を続けるために安全な場所に移動できます。
塗料はまだ取り付け、マスキング、または何らかのストレスにさらすには柔らかすぎます。この段階でボルトで固定したりトルクをかけたりすると、仕上げが台無しになります。
ステージ3:初期硬化(24時間)
理想的な条件下で24時間後、塗料はかなりの硬度を達成しています。化学的な架橋プロセスが順調に進んでいます。
多くの軽度の用途では、部品は慎重な取り付けの準備が整っているかもしれません。ただし、まだ傷や化学的損傷を受けやすい状態です。
ステージ4:完全硬化(72時間以上)
完全硬化は、塗料が最大の硬度、耐薬品性、密着性を達成する時点です。溶剤の大部分は塗膜からなくなり、ポリマー鎖は完全に架橋されています。
頻繁な接触、洗浄剤、または過酷な天候にさらされる部品については、取り付け前に完全硬化を待つことが強く推奨されます。硬化プロセスは、最大30日間、微視的なレベルで継続することさえあります。

硬化時間に影響を与える主要因
缶に記載されている時間は、理想的な実験室条件下に基づいています。実際の作業結果は、これら4つの要因によって異なります。
温度
これは最も重要な要因です。標準的な乾燥時間は約70°F(21°C)で評価されています。温度が15°F(8°C)下がるごとに、硬化時間は2倍になると予想されます。60°F(15°C)以下では硬化は実質的に停止します。
塗装の厚さ
数回の薄い塗装の代わりに、一度に厚い塗装を施すことはよくある間違いです。厚い塗膜は溶剤を閉じ込め、下の層が硬化するのにかかる時間を劇的に延長します。これにより、72時間の硬化が1週間以上に延びる可能性があります。
湿度
高湿度は塗料表面からの溶剤蒸発速度を遅らせます。これにより、乾燥および硬化プロセスのすべての段階が延長されます。乾燥した環境が常に好ましいです。
気流
良好で穏やかな空気循環は、蒸発した溶剤を部品の表面から運び去るのを助け、乾燥プロセスをスピードアップします。部屋の反対側にファンを置くこと(部品に直接向けない)は、かなりの違いを生む可能性があります。
トレードオフと落とし穴の理解
忍耐は塗装作業における美徳であり、硬化プロセスを急ぐと、やり直しにつながることがよくあります。
再組み立てを急ぐリスク
「指触乾燥」の状態の部品を取り付けることは、失敗の最も一般的な原因です。ソケット、レンチ、または留め具からのトルクによる圧力は、柔らかい塗料に跡を残し、恒久的な光沢のある斑点や歪んだ斑点を生じさせることがあります。
閉じ込められた溶剤の危険性
塗料の次の層を速すぎたり、一度に厚すぎる層を塗布したりすると、表面が「スキンオーバー(表面だけが固まる)」する可能性があります。これにより溶剤が内部に閉じ込められ、塗料が適切に硬化するのを妨げます。その結果、仕上げは柔らかいままになり、数か月経っても簡単に損傷を受ける可能性があります。
化学的および研磨に対する脆弱性
未硬化の塗装仕上げは、化学薬品による損傷を非常に受けやすいです。少なくとも1週間は、ワックス、ディテールスプレー、または刺激の強いクリーナーへの露出を避けてください。同様に、完全に硬化するまでは、仕上げははるかに簡単に傷ついたり擦れたりします。
プロジェクトに最適な選択をする
プロジェクトの目標によって、硬化プロセスへのアプローチが決まります。可能な限り最良の結果を得るために、状況が許す限り長く待ちましょう。
- 迅速なターンアラウンドが主な焦点の場合: 暖かく(75°F以上)、乾燥し、空気循環の良い環境で、非常に薄いコートを2〜3回塗り、慎重な再組み立ての前に最低24時間待ちます。
- 最高の耐久性と完璧な仕上げが主な焦点の場合: 3〜4回の薄いコートを塗り、制御された環境で最低72時間硬化させてから取り付けます。
- 涼しいまたは湿度の高いガレージで作業している場合: タイムラインを延長する必要があります。推奨される硬化時間の少なくとも2倍の時間を計画し、スペースヒーターや除湿機を使用して環境を改善するための措置を講じます。
硬化段階での忍耐は、トリムペイントが何年にもわたって新品のように見え、機能し続けるための最後にして最も重要なステップです。
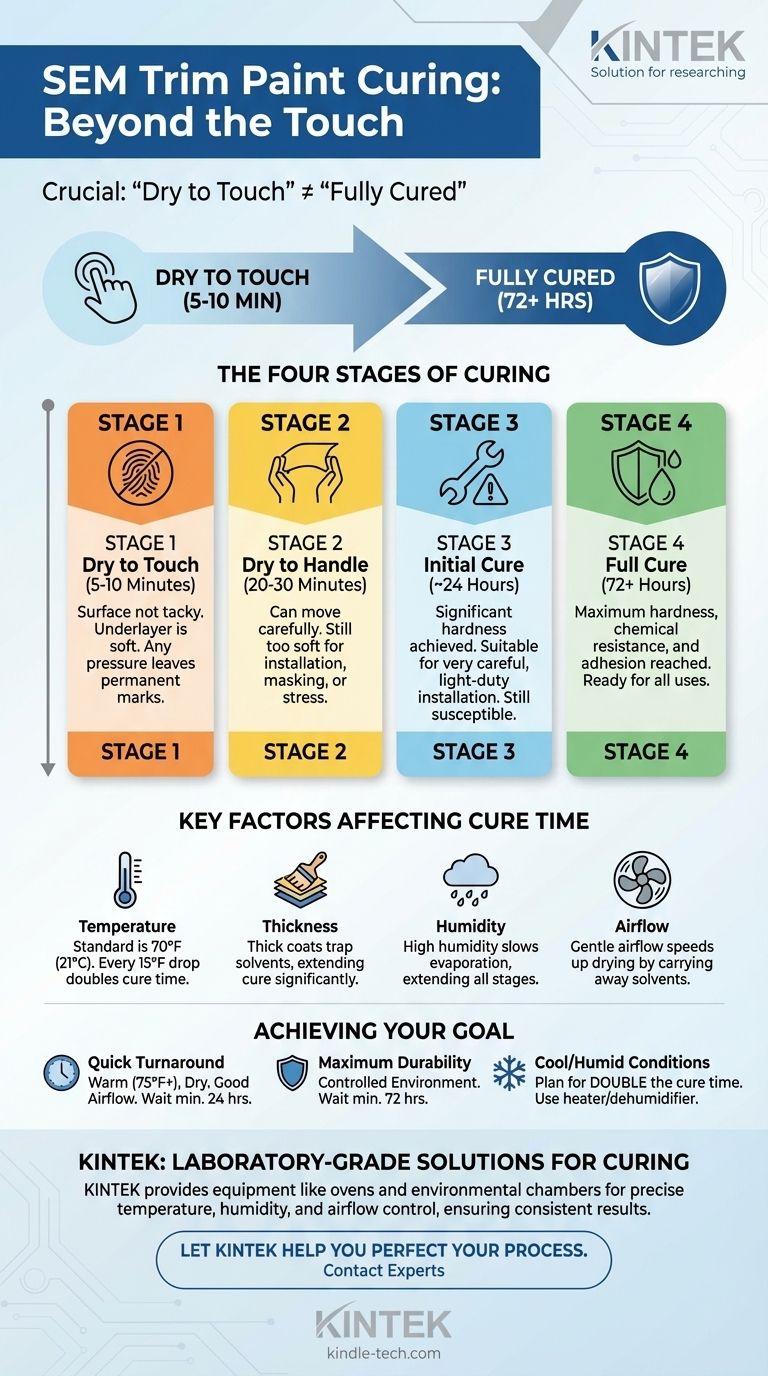
要約表:
| ステージ | 時間枠 | 主な特徴 |
|---|---|---|
| 指触乾燥 | 5〜10分 | 表面はべたつかないが、下の塗料はまだ柔らかく傷つきやすい。 |
| 取り扱い可能乾燥 | 20〜30分 | 慎重に移動可能だが、取り付けやストレスにはまだ適していない。 |
| 初期硬化 | 約24時間 | かなりの硬度を達成。軽度の用途での慎重な取り付けに適している。 |
| 完全硬化 | 72時間以上 | 最大の硬度、耐薬品性、密着性が達成される。 |
KINTEKで完璧で耐久性のある仕上げを実現
専門的な結果を得るには、正確な硬化プロセスを理解することが鍵となりますが、適切な機器があればそれが容易になります。KINTEKは、塗料、コーティング、材料試験のための理想的な硬化条件を保証するために、オーブンや環境チャンバーなどの制御環境機器を含む、ラボグレードのソリューションを提供することを専門としています。
R&D、品質管理、製造のいずれに従事している場合でも、当社の製品は温度、湿度、気流を正確に管理することで、一貫性のある信頼性の高い結果の達成を支援します。
KINTEKがあなたのプロセスを完璧にするお手伝いをします。今すぐ専門家にご連絡いただき、特定の用途ニーズに最適な機器を見つけてください。
ビジュアルガイド