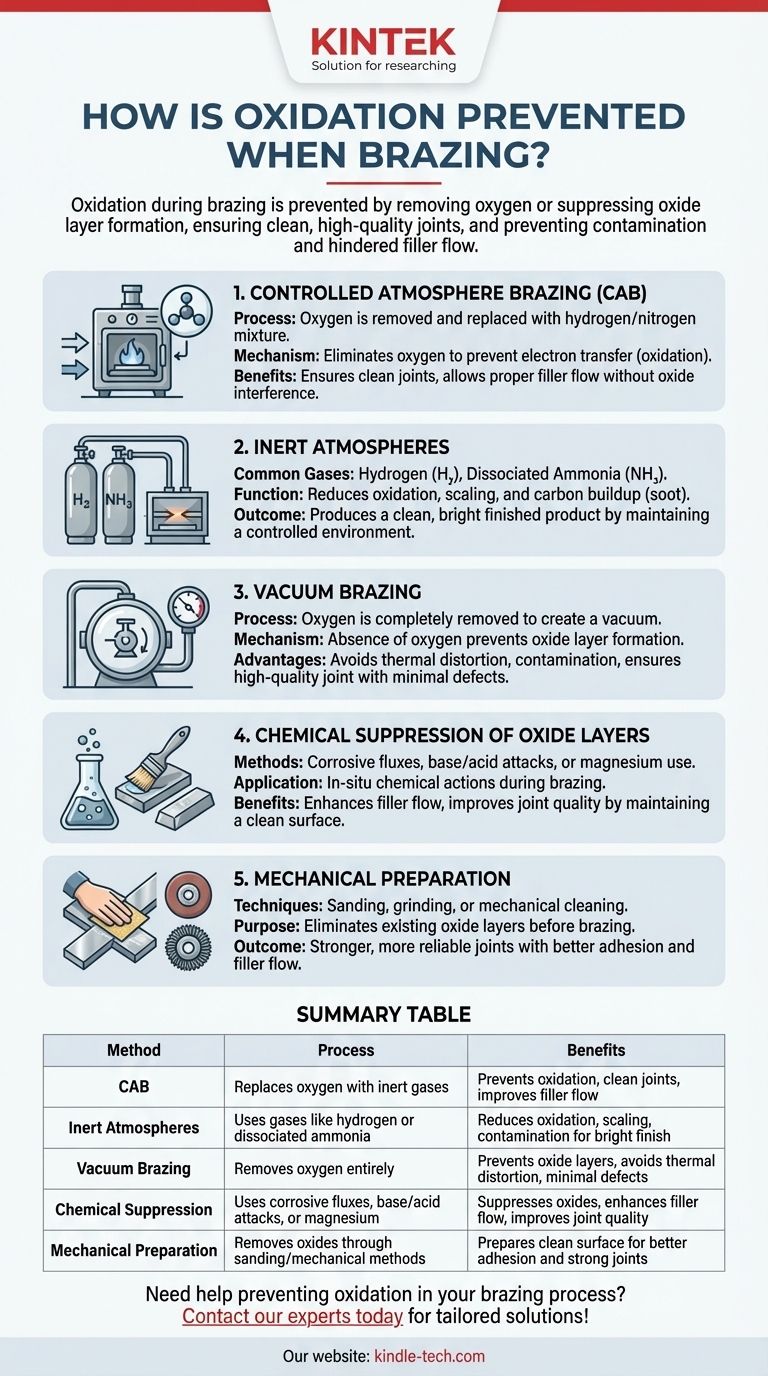
ろう付け中の酸化は、ろう付け環境から酸素を除去するか、酸化層の形成を化学的に抑制する様々な方法によって防止されます。主要な技術には、水素や窒素などの不活性ガスで酸素を置き換える制御雰囲気ろう付け(CAB)や、酸素を完全に除去する真空ろう付けがあります。さらに、腐食性フラックスの使用や、サンディングなどの機械的準備といった化学的方法も、酸化層を抑制または除去することができます。これらのアプローチは、溶融した充填材の流れを妨げ、ろう付け接合部の完全性を損なう可能性のある酸化、スケール、汚染を防ぐことで、クリーンで高品質な接合を保証します。
主要なポイントの解説:
-
制御雰囲気ろう付け(CAB):
- プロセス:ろう付け炉から酸素を除去し、水素と窒素の混合ガスに置き換えることで、無酸素環境を作り出します。
- メカニズム:酸素を除去することで、金属原子から酸素原子への電子移動(酸化)が防止されます。
- 利点:酸化層による干渉なしに溶融した充填材が適切に流れることを可能にし、クリーンで高品質な接合を保証します。
-
不活性雰囲気:
- 一般的なガス:水素と解離アンモニアが不活性雰囲気を作るためによく使用されます。
- 機能:これらのガスは、ろう付けプロセス中の酸化、スケール、炭素堆積物(すす)を低減または除去します。
- 結果:汚染を防ぐ制御された環境を維持することで、クリーンで光沢のある最終製品を製造します。
-
真空ろう付け:
- プロセス:加熱チャンバーから酸素を除去し、真空環境を作り出します。
- メカニズム:酸素がないことで、金属表面に酸化層が形成されるのを防ぎます。
- 利点:熱変形や汚染を回避し、欠陥の少ない高品質な接合を保証します。
-
酸化層の化学的抑制:
- 方法:腐食性フラックス、塩基または酸による攻撃、またはマグネシウムの使用により、酸化アルミニウム層を化学的に抑制することができます。
- 適用:これらの化学的作用は、ろう付けプロセス中にその場で行われ、酸化を防ぎます。
- 利点:クリーンな金属表面を維持することで、充填材の流れを促進し、接合品質を向上させます。
-
機械的準備:
- 技術:サンディングやその他の機械的方法を使用して、ろう付け前に酸化層を除去することができます。
- 目的:既存の酸化物を除去することで金属表面を準備し、充填材のより良い密着性と流れを確保します。
- 結果:クリーンで酸化物のない表面から始めることで、より強く信頼性の高いろう付け接合に貢献します。
これらの方法を採用することで、ろう付け中の酸化が効果的に管理され、優れた接合品質と性能につながります。各技術は、環境制御、化学的介入、機械的準備のいずれかを通じて、異なる角度から酸化の問題に対処し、ろう付けプロセスが最適な結果をもたらすことを保証します。

概要表:
| 方法 | プロセス | 利点 |
|---|---|---|
| 制御雰囲気ろう付け(CAB) | 酸素を不活性ガス(例:水素、窒素)に置き換える | 酸化を防ぎ、クリーンな接合を保証し、充填材の流れを改善する |
| 不活性雰囲気 | 水素や解離アンモニアなどのガスを使用する | 酸化、スケール、汚染を低減し、クリーンで光沢のある仕上がりを実現する |
| 真空ろう付け | 加熱チャンバーから酸素を完全に除去する | 酸化層を防ぎ、熱変形を回避し、欠陥を最小限に抑える |
| 化学的抑制 | 腐食性フラックス、塩基/酸による攻撃、またはマグネシウムを使用する | 酸化層を抑制し、充填材の流れを促進し、接合品質を向上させる |
| 機械的準備 | サンディングやその他の機械的方法で酸化層を除去する | より良い密着性とより強い接合のためにクリーンな表面を準備する |
ろう付けプロセスでの酸化防止にお困りですか?今すぐ専門家にお問い合わせください!
ビジュアルガイド