はい、ろう付けは鋳鉄を接合するための一般的で効果的な方法です。 これは、より低い融点を持つ溶加材が、母材自体を溶かすことなく鋳鉄の表面に接着するプロセスを通じて機能します。この低温アプローチは、脆い鋳鉄のひび割れや歪みのリスクを最小限に抑えるため、しばしば好まれます。
ろう付けは適切に準備された鋳鉄に確実に「接着」しますが、万能な解決策ではありません。その適合性は部品の最終的な用途に完全に依存します。なぜなら、ろう付けは真の溶接よりも強度と耐熱性が劣る接合部を作成するからです。
なぜろう付けが鋳鉄に機能するのか
ろう付けは溶接とは異なる原理で動作します。この違いを理解することが、鋳鉄の修理や製造にいつ、どのように効果的に使用するかを知るための鍵です。
融合ではなく接着
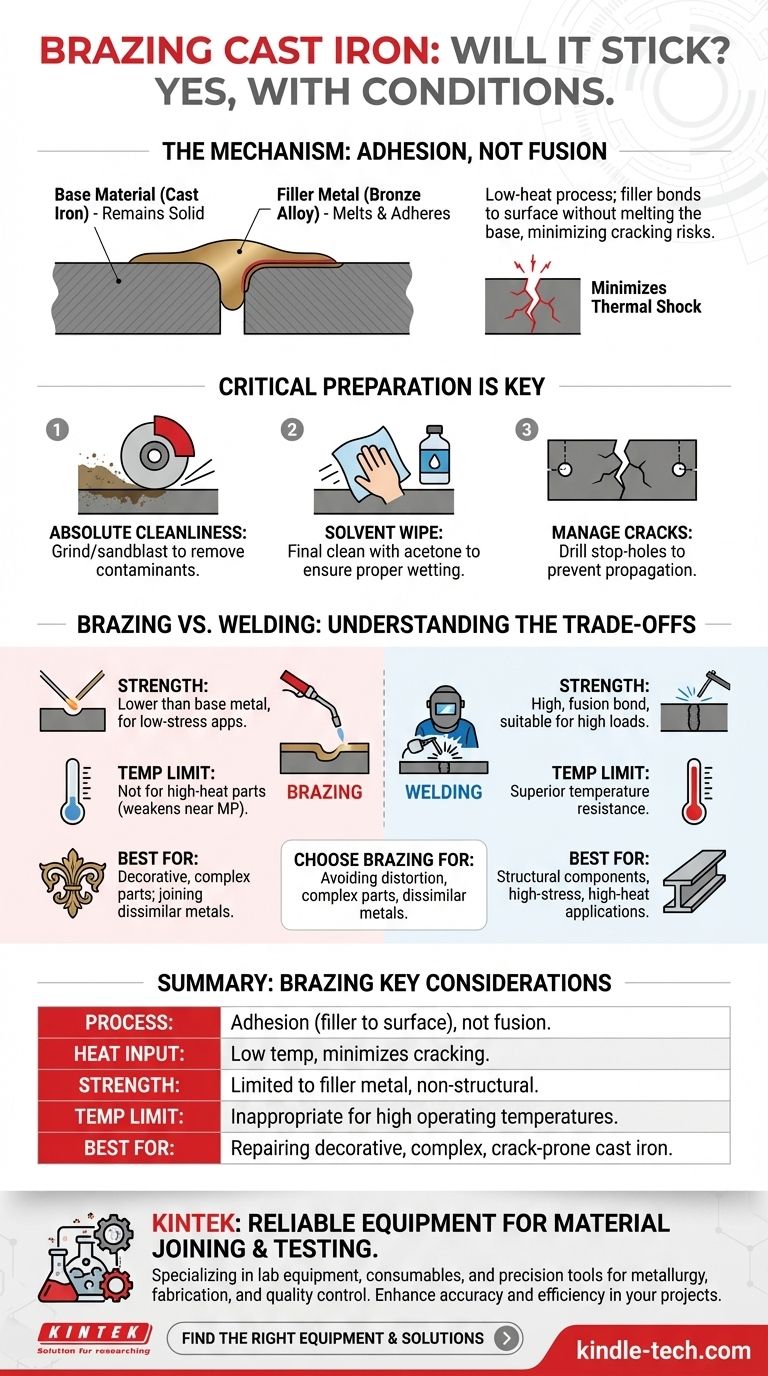
プロセスの核心は、溶加棒(多くの場合ブロンズ合金)が鋳鉄よりも著しく低い温度で溶融することです。この溶融した溶加材が接合部に流れ込み、鋳鉄の表面に接着します。これは、2つの部品を融合させるのではなく、強力な金属接着剤のように機能します。
低温の利点
この低温プロセスの主な利点は、鋳鉄の特性が維持されることです。鋳鉄を従来の溶接の極端な熱にさらすと、その内部構造が変化し、さらに脆くなり、冷却時にひび割れが発生しやすくなります。ろう付けはこの熱衝撃を回避します。

強力な接着のための重要な準備
成功するろう付けは、細心の準備に完全に依存します。溶加材は汚染された表面には接着できません。
完全な清浄度から始める
接合部は、油、グリース、塗料、錆、その他の汚染物質が完全にない状態である必要があります。これには通常、表面を研磨またはサンドブラストし、その後アセトンなどの溶剤で最終的な拭き取りが必要です。残留物があると、溶加材が表面を濡らし、強力な接着を作成するのを妨げます。
既存の亀裂の管理
ひび割れた鋳物を修理する場合、亀裂の両端に小さな「ストップホール」をドリルで開けるのが標準的な慣行です。この簡単な手順により、亀裂の先端の応力集中が緩和され、加熱プロセス中や将来の使用中に亀裂がさらに進行するのを防ぎます。
トレードオフの理解:ろう付け vs. 溶接
鋳鉄部品をろう付けすることを選択するには、明確な一連の妥協が伴います。溶接よりも本質的に優れているわけでも劣っているわけでもありません。それは異なる仕事のための異なるツールです。
強度と耐荷重能力
ろう付け接合は、適切に実行された鋳鉄溶接ほど強くありません。強度は溶加材自体の強度に限定されます。したがって、ろう付けは、高い引張荷重、激しい振動、または重大な応力にさらされる部品には適していません。
臨界温度制限
ろう付けに使用されるブロンズ溶加合金は、鉄よりもはるかに低い融点を持っています。このため、ろう付けは、エンジン排気マニホールド、シリンダーヘッド、炉部品など、高い動作温度にさらされる部品には完全に不適切です。接合部は、使用温度限界に近づくと弱くなり、破損します。
ろう付けがより良い選択である場合
その限界にもかかわらず、ろう付けは、熱歪みを避けることが最優先される部品の修理にしばしば優れた選択肢となります。また、溶接プロセスによるひび割れのリスクが許容できないほど高い、複雑で装飾的な、または「溶接できない」種類の鋳鉄にも優れた選択肢です。
プロジェクトに最適な選択をする
部品の用途を、正しい接合方法を選択するための決定的なガイドとして使用してください。
- 非構造部品や装飾部品の修理が主な目的の場合: ろう付けは、低い熱入力とひび割れのリスクが少ないため、優れた、しばしば好まれる方法です。
- 高応力または高温部品の接合が主な目的の場合: ろう付け接合では必要な強度や耐熱性がないため、特殊な鋳鉄溶接プロセスを使用する必要があります。
- 異種金属と鋳鉄の接合が主な目的の場合: ろう付けは、幅広い異なる金属を効果的に接合できるため、多くの場合、唯一の実用的な解決策です。
最終的に、鋳鉄をろう付けすることを選択することは、低温用途におけるその独自の利点に基づいた意図的な技術的決定です。
要約表:
| ろう付けの側面 | 重要な考慮事項 |
|---|---|
| プロセス | 母材の融合ではなく、溶加材(例:ブロンズ)の表面への接着 |
| 熱入力 | 低温により、脆い鋳鉄のひび割れや歪みのリスクを最小限に抑える |
| 強度 | 溶接よりも低い。非構造的、低応力用途に適している |
| 温度制限 | 高温部品(例:エンジン部品)には不向き。溶加材は融点付近で弱くなる |
| 最適な用途 | 装飾的、複雑、またはひび割れしやすい鋳鉄の修理。異種金属の接合 |
材料接合または試験用の信頼性の高い装置が必要ですか? KINTEKは、冶金、製造、品質管理のための精密ツールを研究室に提供する、実験室装置と消耗品の専門家です。ろう付け、溶接、または材料分析のいずれを行う場合でも、当社のソリューションは精度と効率を向上させます。今すぐお問い合わせください。鋳鉄プロジェクトに最適な装置を見つけ、耐久性のある高品質な結果を確実に得てください!
ビジュアルガイド