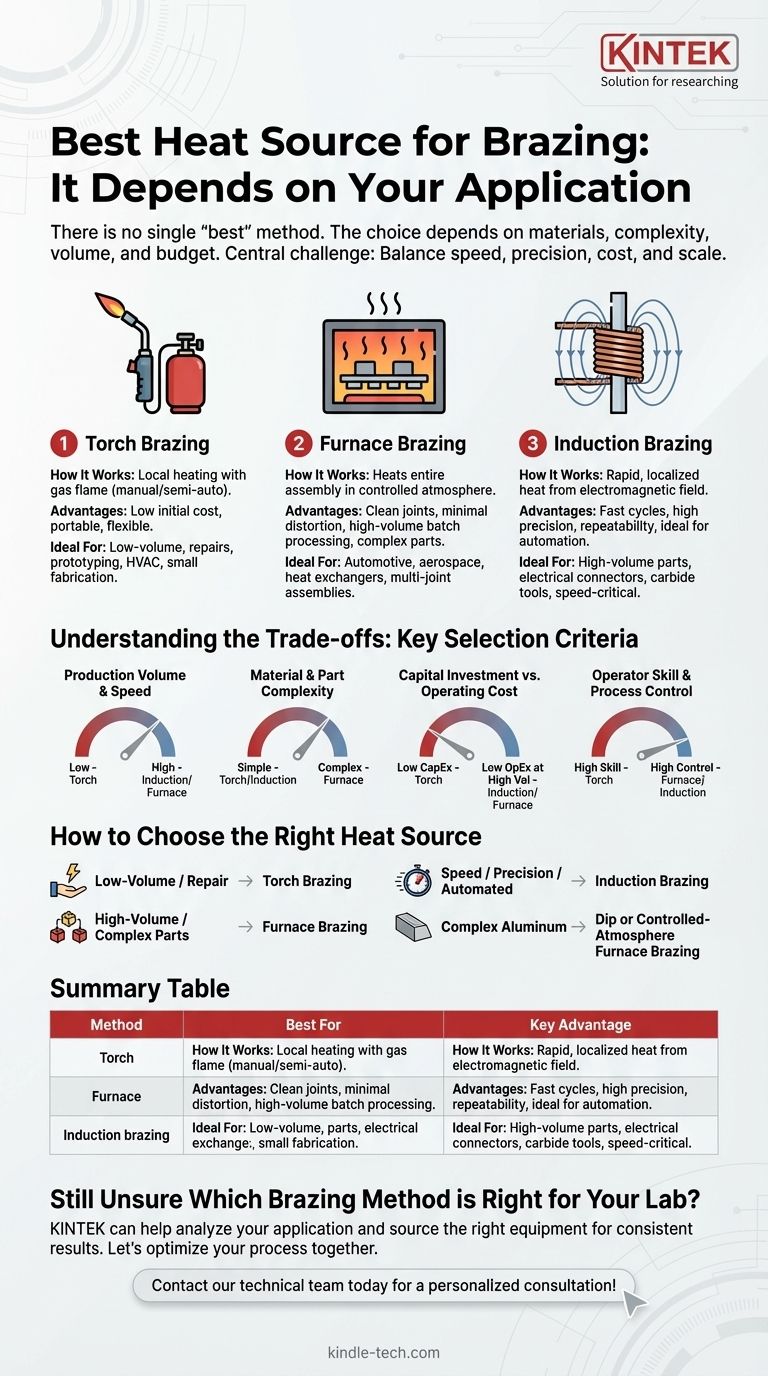
ろう付けに最適な熱源は、特定の用途に最も適したものです。 唯一の「最良」の方法というものはなく、接合する材料、アセンブリの複雑さ、必要な生産量、予算などの要因によって選択肢は異なります。最も一般的な方法には、トーチ、炉、誘導加熱、ディップ、抵抗ろう付けがあり、それぞれに明確な利点があります。
中心的な課題は、「最良の」熱源を見つけることではなく、速度、精度、コスト、規模の間のトレードオフを理解することです。理想的な方法は、特定の部品と生産目標に対して、必要な熱エネルギーを一貫して経済的に供給することです。
一般的なろう付け熱源の概要
各ろう付け方法は、独自の能力プロファイルを提供します。それらがどのように機能するかを理解することが、情報に基づいた意思決定を行うための第一歩です。
トーチろう付け
仕組み: これは最も一般的な手動または半自動の方法で、ガス炎(オキシアセチレンや空気-プロパンなど)を使用して母材を局所的に加熱します。作業者は接合部に炎を当て、ろう付け温度に達したら溶加材を供給します。
主な利点: トーチろう付けは、初期設備投資が低く、携帯性があり、柔軟性が高いことで評価されています。一点物の修理、試作、およびさまざまな種類の接合部が遭遇する少量生産に優れています。
理想的な用途: 配管、HVAC修理、小規模な製造で広く使用されています。より高い生産量のために自動化することも可能ですが、オペレーターのスキルが最も重要となる手動作業と関連付けられることがほとんどです。
炉ろう付け
仕組み: ろう付け溶加材が接合部に事前に配置されたアセンブリ全体が炉に装填されます。炉は、酸化を防ぐために制御された雰囲気(真空または不活性ガスなど)でアセンブリ全体をろう付け温度まで加熱します。
主な利点: この方法は、歪みが少なく、クリーンで高品質な接合部を生成し、大量生産に最適です。数百または数千の部品(複数のアクセスできない接合部を持つものも含む)を同時にろう付けすることができます。
理想的な用途: 炉ろう付けは、自動車および航空宇宙産業において、熱交換器、燃料レール、タービンブレードなどの複雑な部品の製造における主要なプロセスです。
誘導ろう付け
仕組み: 精密に成形された銅コイルに交流電流を流すと、電磁場が生成されます。部品がコイル内またはコイルの近くに配置されると、この電磁場が金属内に渦電流を誘起し、必要な箇所に正確に急速な局所加熱を生成します。
主な利点: 誘導加熱は、非常に速い加熱サイクル、卓越した精度、高い再現性を提供し、自動化に最適です。熱は接合部に局所化されるため、熱影響部が最小限に抑えられ、部品の他の部分を保護します。
理想的な用途: この方法は、電気コネクタ、超硬チップ付き切削工具、燃料ラインアセンブリなどの部品の大量生産において、速度と一貫性が重要となる場合に優れています。
トレードオフの理解:主要な選択基準
最終的な決定は、4つの重要な要素のバランスを取ることになります。これらのいずれかを誤って判断すると、品質の低下、高コスト、または生産のボトルネックにつながる可能性があります。
生産量と速度
少量生産や修理の場合、トーチろう付けの柔軟性と低いセットアップコストは比類がありません。大量の自動生産ラインの場合、誘導ろう付けの速度と再現性、または炉ろう付けのバッチ処理能力がはるかに優れています。
材料と部品の複雑さ
複数のまたは内部の接合部を持つ複雑なアセンブリを接合する場合、炉ろう付けは部品全体を均一に加熱するため、唯一の実用的な解決策となることがよくあります。熱に敏感な部品のろう付けの場合、誘導ろう付けのピンポイントの精度により、隣接する領域を損傷することなく接合部を加熱できます。
設備投資対運用コスト
トーチろう付けは、最小限の設備投資で参入障壁が最も低いです。誘導ろう付けと炉ろう付けシステムは、かなりの設備投資を伴いますが、速度、エネルギー効率、および労働力の削減により、大量生産では部品あたりのコストがはるかに低くなります。
オペレーターのスキルとプロセス制御
手動のトーチろう付けは、品質と一貫性のためにオペレーターのスキルに大きく依存します。対照的に、炉ろう付けと誘導ろう付けは機械制御プロセスであり、正しく設定されれば、実行中の特殊なオペレーター技術の必要性が少なく、非常に再現性の高い結果をもたらします。
適切な熱源の選び方
最も重要な目的に合わせて方法をマッチングさせます。
- 主な焦点が少量生産または現場修理の場合: トーチろう付けは、低コスト、携帯性、柔軟性の最良の組み合わせを提供します。
- 主な焦点が複雑な部品の大量かつ一貫した製造の場合: 炉ろう付けは、複数の接合部を持つアセンブリに対して比類のない品質とスループットを提供します。
- 主な焦点が自動生産ラインでの速度と精度の場合: 誘導ろう付けは、最速で最も再現性が高く、最も局所的な加熱を提供します。
- 主な焦点が熱交換器のような複雑なアルミニウムアセンブリの接合の場合: ディップろう付けまたは制御雰囲気炉ろう付けが業界標準です。
最終的に、適切な熱源を選択することは、プロセスの能力を特定の仕事の技術的および経済的要求に合わせることです。
概要表:
| ろう付け方法 | 最適用途 | 主な利点 |
|---|---|---|
| トーチろう付け | 少量生産、修理、試作 | 低コスト、柔軟性、携帯性 |
| 炉ろう付け | 大量生産、複雑なアセンブリ | バッチ処理、均一加熱、高品質 |
| 誘導ろう付け | 高速、自動生産 | 高速、精密、局所加熱 |
どのろう付け方法があなたの研究室に適しているかまだ不明ですか?
強力で信頼性の高い接合部を実現し、生産効率を最大化するためには、適切な熱源を選択することが重要です。KINTEKの専門家は、お客様の特定の材料、量、品質要件に合わせたろう付けソリューションを含む、研究室の機器と消耗品を専門としています。
当社がお手伝いできること:
- 最も効率的で費用対効果の高いろう付け方法を推奨するために、お客様のアプリケーションを分析します。
- 研究室または生産ラインで一貫した高品質の結果を保証するために、適切な機器を調達します。
お客様のろう付けプロセスを一緒に最適化しましょう。今すぐ当社の技術チームにご連絡いただき、個別相談をご利用ください!
ビジュアルガイド