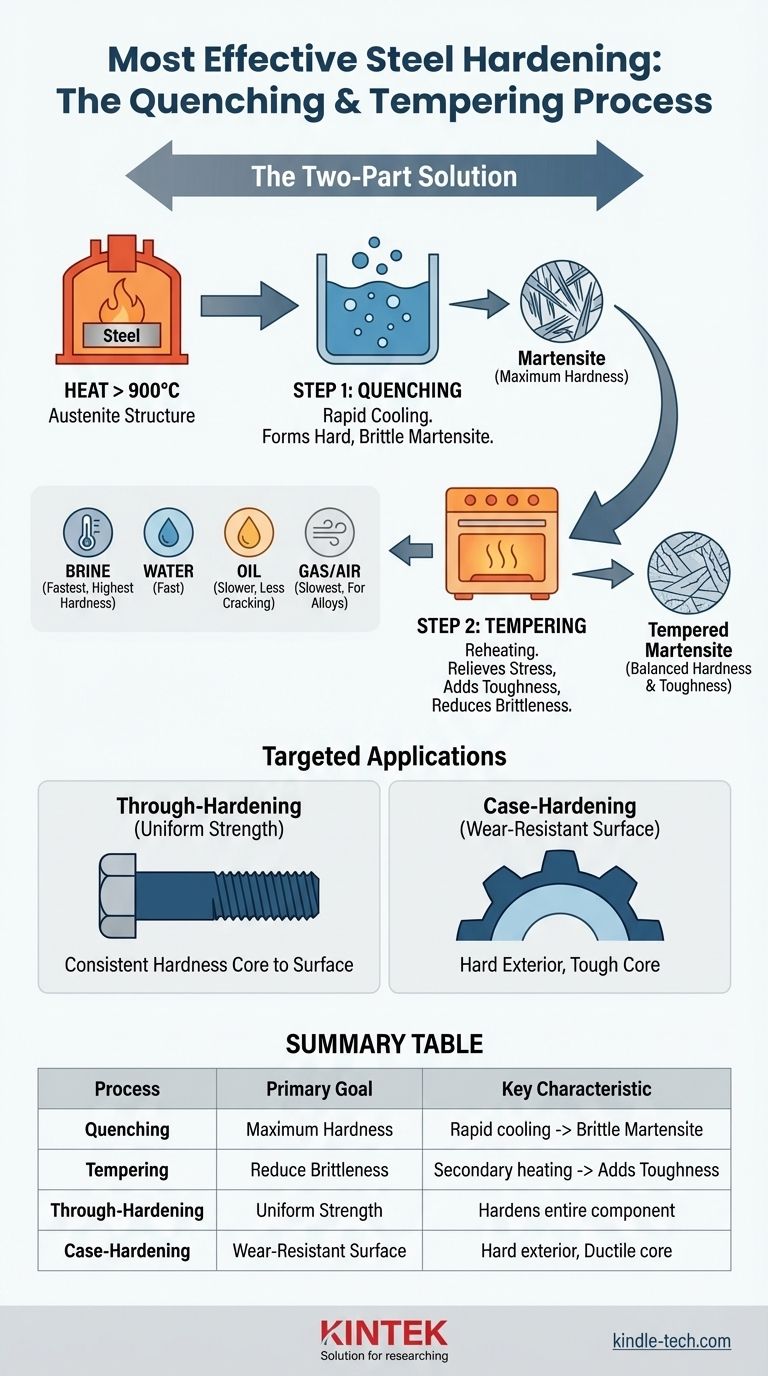
鋼で可能な限り最高の硬度を達成するには、最も効果的なプロセスは焼入れです。これには、鋼を非常に高い温度(通常900°C以上)に加熱し、その後、非常に急速に冷却することが含まれます。この急速な冷却、つまり焼入れは、鋼の内部構造を非常に硬く脆い状態に閉じ込めます。
鋼を硬化させる最も効果的な方法は、単一のステップではなく、2つの部分からなるプロセスです。最大の硬度を得るための焼入れと、脆性を減らし必要な靭性を加えるための焼戻しです。適切なアプローチは、部品全体を硬くする必要があるか、表面だけを硬くする必要があるかに完全に依存します。
基本原理:硬化の仕組み
硬化を理解するには、それを制御された変態のプロセスとして捉える必要があります。私たちは、望ましい機械的特性を達成するために、鋼の内部結晶構造を根本的に変化させているのです。
重要な加熱段階
硬化への道のりは熱から始まります。鋼は「上限臨界温度」以上に加熱されます。この温度では、その内部結晶構造がオーステナイトと呼ばれる形態に変化し、炭素を溶解することができます。
この温度に達しないと、完全で均一な硬化は達成できません。
焼入れによる変態
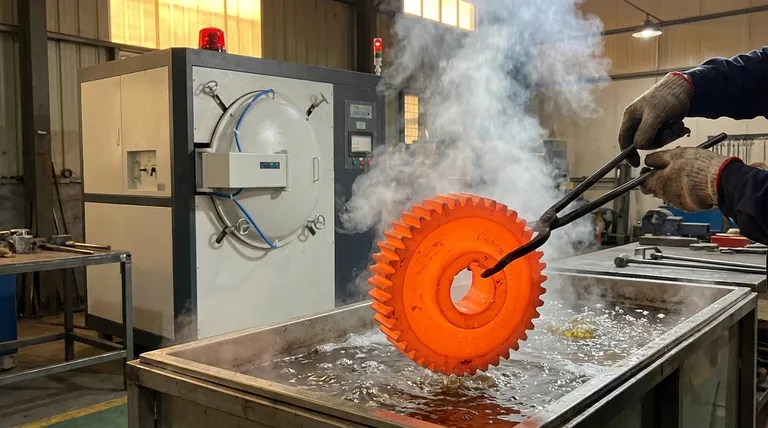
鋼が完全にオーステナイト状態になったら、急速に冷却、つまり「焼入れ」されます。この突然の温度低下により、結晶構造がより軟らかい通常の状態に戻る時間がありません。
代わりに、炭素は高度にひずんだ針状構造であるマルテンサイトに強制的に変化します。マルテンサイトの形成こそが、鋼の硬度と強度の劇的な増加に直接的な原因となっています。
焼入れ媒体の役割
冷却速度は、このプロセスで最も重要な変数であり、焼入れ媒体によって制御されます。
- 塩水(ブライン)は最速の冷却速度を提供し、最高の潜在的硬度をもたらしますが、同時に歪みや亀裂のリスクも最大です。
- 水は塩水よりもわずかに穏やかですが、高い硬度を得るために非常に急速な焼入れを提供します。
- 油ははるかにゆっくりと冷却され、亀裂のリスクを減らし、より複雑な形状や特定の合金鋼に適しています。
- ガスまたは空気は最も遅い焼入れを提供し、熱衝撃が少なくても効果的に硬化する特定の高合金工具鋼に使用されます。
全体焼入れ vs. 表面硬化
焼入れは中核的なメカニズムですが、その適用は部品の目的に応じて2つの異なる方法でターゲットにすることができます。
全体焼入れ:均一な強度
全体焼入れは、しばしば「中性硬化」と呼ばれ、焼入れと焼戻しプロセスを部品全体に適用します。
目標は、表面からコアまで一貫したレベルの硬度と強度を達成することです。これは、構造用ボルトやスプリングのように、その体積全体にわたって高い応力を受ける部品にとって不可欠です。
表面硬化:耐摩耗性表面
浸炭などのプロセスを含む表面硬化は、根本的に異なります。これは鋼の外面、つまり「ケース」のみを硬化させます。
これにより、非常に硬く耐摩耗性のある外面と、より軟らかく、より延性があり、より強靭なコアという2つの明確な利点を持つ部品が作成されます。これは、表面摩耗に耐える必要があり、同時に破損することなく衝撃を吸収する必要があるギアなどの部品に理想的です。
重要なトレードオフを理解する
硬度を達成することは、常に結果を伴います。最も効果的なエンジニアや技術者は、熱処理に伴う本質的な妥協を理解しています。
硬度 vs. 脆性
焼入れによって生成されるマルテンサイト構造は非常に硬いですが、ガラスのように非常に脆いでもあります。完全に焼入れされ、焼戻しされていない鋼部品は、多くの場合、実用的な用途には脆すぎ、鋭い衝撃で粉砕される可能性があります。
焼戻しの必要性
これが、焼入れの後にほぼ常に焼戻しが行われる理由です。焼戻しは、はるかに低い温度で行われる二次加熱プロセスで、マルテンサイト内の内部応力を緩和します。
このプロセスは硬度の一部を低下させますが、決定的に、極端な脆性を除去し、靭性、つまり破損することなく変形したりエネルギーを吸収したりする能力を追加します。焼戻し温度を慎重に制御することで、硬度と靭性の正確なバランスを達成できます。
歪みのリスク
部品を900°C以上から急速に冷却することは、激しい熱プロセスです。この衝撃により、部品が反ったり、歪んだり、最悪の場合、亀裂が入ったりする可能性があります。焼入れ媒体の選択と部品の形状は、このリスクを管理する上で重要な要素です。
用途に合った適切な選択をする
「最も効果的な」プロセスとは、部品の最終的な要件に最もよく合致するものです。
- 部品全体にわたる最大の強度と硬度が主な焦点である場合:焼入れとそれに続く慎重に制御された焼戻しという全体焼入れプロセスが正しいアプローチです。
- 衝撃吸収性のある強靭なコアを備えた耐摩耗性表面が主な焦点である場合:表面硬化プロセスが優れており、より効果的な選択肢です。
最終的に、熱処理の選択は、特性の最適なバランスを達成し、単純な鋼片を性能のために設計された部品に変えることにかかっています。
要約表:
| プロセス | 主な目標 | 主な特徴 |
|---|---|---|
| 焼入れ | 最大の硬度 | 急速冷却により硬く脆いマルテンサイトが生成されます。 |
| 焼戻し | 脆性の低減 | 二次加熱により靭性が向上し、応力が緩和されます。 |
| 全体焼入れ | 均一な強度 | 高応力用途向けに部品全体を硬化させます。 |
| 表面硬化 | 耐摩耗性表面 | 強靭で延性のあるコアを持つ硬い外面(例:ギア用)。 |
鋼部品を精密に硬化させる準備はできていますか?
適切な熱処理を選択することは、性能と寿命にとって非常に重要です。KINTEKは、材料試験および分析用の実験装置と消耗品を専門とし、焼入れや焼戻しなどのプロセスを完璧にするお手伝いをします。当社のソリューションは、お客様の特定の用途に最適な硬度と靭性のバランスを確実に達成します。
当社の研究室の材料科学のニーズをどのようにサポートし、優れた性能を発揮する部品を設計するお手伝いができるかについて話し合うために、[#ContactForm]から今すぐお問い合わせください。
ビジュアルガイド