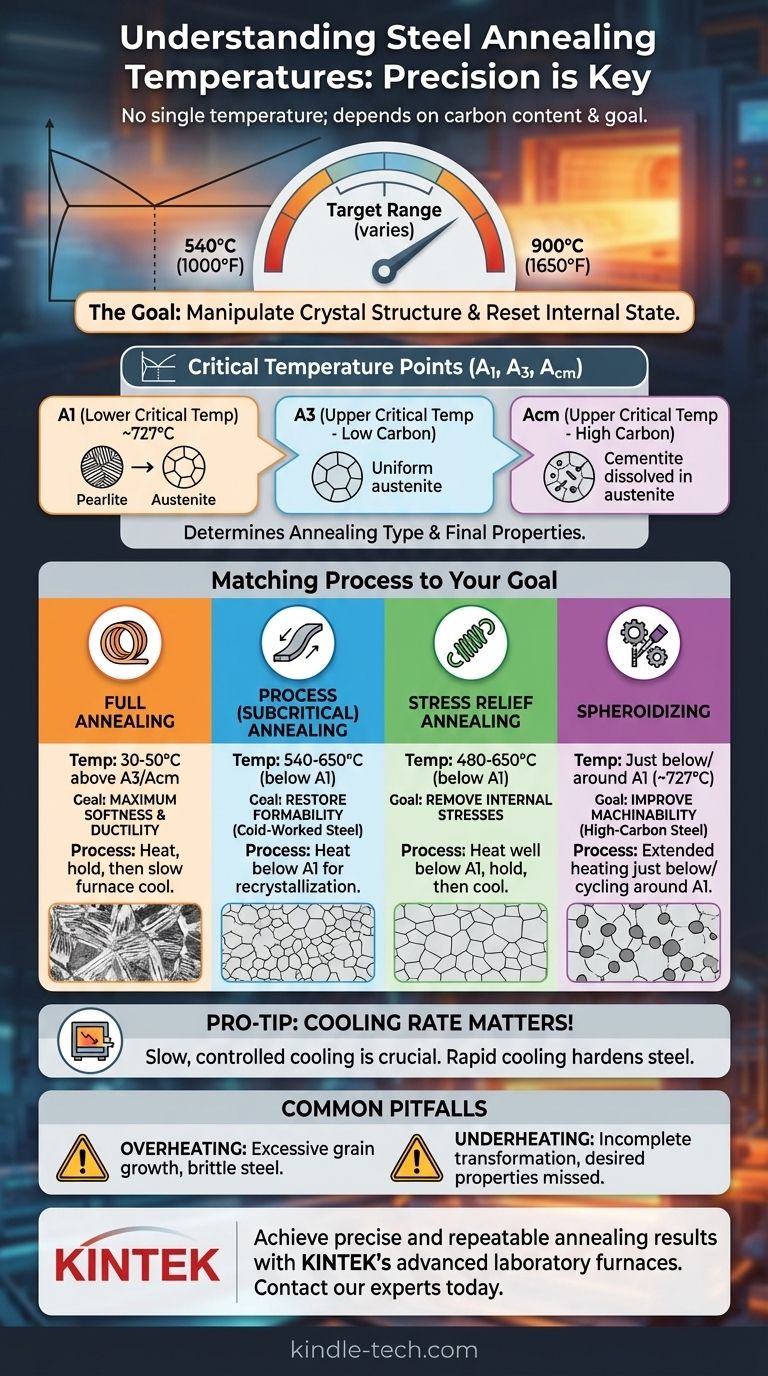
鋼の焼きなましに単一の温度はありません。 適切な温度は、鋼の特定の炭素含有量と目的の結果に完全に依存する正確な計算であり、通常は540°Cから900°C(1000°Fから1650°F)の間に収まります。完全焼きなましの場合、目標は通常、鋼の上部臨界温度(A3またはAcm)より30〜50°C(50〜90°F)高くなります。
重要な点は、焼きなまし温度は一般的なレシピではなく、鋼の内部結晶構造を操作するための標的を絞った介入であるということです。適切な温度を選択するには、まず鋼の化学組成を特定し、次に達成する必要のある特定の特性(最大の軟化や残留応力除去など)を定義する必要があります。
なぜ温度が焼きなましにおける重要な要素なのか
焼きなましは、鋼の内部構造を「リセット」するために設計された、加熱とゆっくりとした制御された冷却のプロセスです。目標は、鋼をより柔らかく、より延性があり、機械加工や成形が容易にすることです。この変態は、鋼の種類ごとに固有の臨界温度点によって支配されます。
臨界温度(A1、A3、Acm)の役割
熱処理中の鋼の挙動は、その相図によって決定されます。この図で最も重要な境界線は臨界温度です。
- A1(下部臨界温度): 約727°C(1340°F)で、加熱時にパーライト構造がオーステナイトに変化し始める温度です。
- A3(上部臨界温度): 炭素含有量が0.77%未満の鋼の場合、均一な単相オーステナイト結晶構造への変態が完了する温度です。
- Acm(上部臨界温度): 炭素含有量が0.77%を超える鋼の場合、すべてのセメンタイトがオーステナイトに溶解する温度です。
目標温度がこれらの点より上か下かを知ることは、実行している焼きなましタイプと材料の最終特性を決定します。
目標:制御された微細構造
鋼を加熱すると結晶構造が変化します。完全焼きなましでは、A3またはAcmより高く加熱して完全にオーステナイト構造を形成させ、以前の加工硬化や不適切な熱処理の影響を消去する必要があります。
その後のゆっくりとした冷却により、結晶は高度に秩序化され、応力のない方法で再形成され、通常は粗いパーライト構造になります。この新しい構造が、鋼に高い延性と低い硬度をもたらします。

目標に焼きなましプロセスを合わせる
「焼きなまし」という用語は、それぞれ異なる温度範囲と目的を持ついくつかの異なるプロセスを指すことがあります。
完全焼きなまし(Full Annealing)
これは最も一般的なプロセスで、可能な限り最も柔らかい状態を達成するために使用されます。鋼をA3またはAcm温度より約30〜50°C(50〜90°F)高く加熱し、芯部が温度に達するまで保持した後、通常は絶縁された炉に入れたまま一晩かけて非常にゆっくりと冷却します。
加工(亜臨界)焼きなまし(Process (Subcritical) Annealing)
このプロセスは、冷間加工された低炭素鋼に使用されます。温度はA1臨界点より低く保たれ、通常は540〜650°C(1000〜1200°F)です。相は変化しませんが、内部応力が緩和され、完全焼きなましほど全体的な硬度に影響を与えることなく延性が回復する再結晶が起こります。
残留応力除去焼きなまし(Stress Relief Annealing)
部品が激しく機械加工、溶接、または冷間成形された場合、かなりの内部応力が蓄積します。残留応力除去焼きなましでは、部品をA1よりかなり低い温度、通常は480〜650°C(900〜1200°F)に加熱し、保持した後、ゆっくりと冷却します。これにより、材料の核となる特性や微細構造を変えることなく応力が低減されます。
球状化焼きなまし(Spheroidizing)
主に高炭素鋼の被削性向上のために使用されるこのプロセスでは、A1線のすぐ下またはその周辺で長期間加熱またはサイクル処理を行います。これにより、硬いセメンタイト相が、より柔らかいフェライトマトリックス内の小さな球状体として形成されるようになり、材料の切削がはるかに容易になります。
トレードオフと一般的な落とし穴の理解
適切な温度の選択はバランスです。理想的なパラメータから逸脱すると、重大な悪影響を及ぼす可能性があります。
過熱の危険性
鋼を上部臨界温度(A3/Acm)よりはるかに高く加熱すると、過度の粒成長を引き起こす可能性があります。大きな粒は、焼きなましプロセスが完了した後でも、鋼を脆く、弱くする可能性があります。この損傷は、大幅な再加工なしには元に戻せないことがよくあります。
加熱不足の非効率性
完全焼きなましの場合、A3/Acm温度に達しないと、鋼の構造が完全にオーステナイトに変化しません。「リセット」が不完全になり、目的のレベルの軟化や延性を達成できません。最終的な材料は、新しい構造と古い構造の混合物になります。
冷却速度:もう一方の半分
温度は戦いの半分にすぎません。焼きなましが成功するかどうかは、ゆっくりとした制御された冷却速度に決定的に依存します。開放空気中などで速く冷却すると、焼きなまし鋼の柔らかいパーライト構造は得られません。代わりに、ベイナイトやマルテンサイトなどの硬い構造が形成され、鋼を軟化させるどころか硬化させてしまう可能性があります。
鋼の目的に合った温度の選択
この知識を適用するには、まず目的を定義する必要があります。
- 最大の軟化と延性の達成が主な焦点の場合: 完全焼きなましが必要です。鋼を特定のA3またはAcm線より30〜50°C(50〜90°F)高く加熱し、炉内で冷却します。
- 冷間加工された低炭素鋼の成形性を回復することが主な焦点の場合: 加工焼きなましを使用します。材料をA1線より低い温度、通常は540〜650°C(1000〜1200°F)に加熱します。
- 高炭素鋼の被削性向上が主な焦点の場合: 球状化焼きなましを実行します。鋼をA1線(約727°C / 1340°F)よりわずかに低い温度またはその周辺で長期間加熱します。
- 溶接や機械加工による内部応力の除去が主な焦点の場合: 残留応力除去焼きなましで十分です。部品をA1線よりかなり低い温度、通常は480〜650°C(900〜1200°F)に加熱します。
結局のところ、焼きなましをマスターするには、特定の微細構造の結果を達成するための正確な手段として温度を扱う必要があります。
要約表:
| 焼きなましタイプ | 温度範囲 | 主な目的 |
|---|---|---|
| 完全焼きなまし | A3/Acmより30-50°C上 | 最大の軟化と延性 |
| 加工焼きなまし | 540-650°C (A1未満) | 冷間加工鋼の成形性回復 |
| 残留応力除去 | 480-650°C (A1未満) | 内部応力の除去 |
| 球状化 | A1のすぐ下/周辺 (~727°C) | 高炭素鋼の被削性向上 |
KINTEKの先進的なラボ用炉で、正確で再現性の高い焼きなまし結果を実現します。
完全焼きなまし、残留応力除去、球状化のいずれを実行する場合でも、当社の装置は鋼が必要とする正確な温度制御と均一な加熱を提供します。KINTEKは、冶金研究所、研究施設、製造品質管理の正確なニーズに対応するラボ機器と消耗品を専門としています。
熱処理プロセスの最適化をお手伝いします。今すぐ専門家にお問い合わせいただき、パーソナライズされたソリューションをご相談ください!
ビジュアルガイド