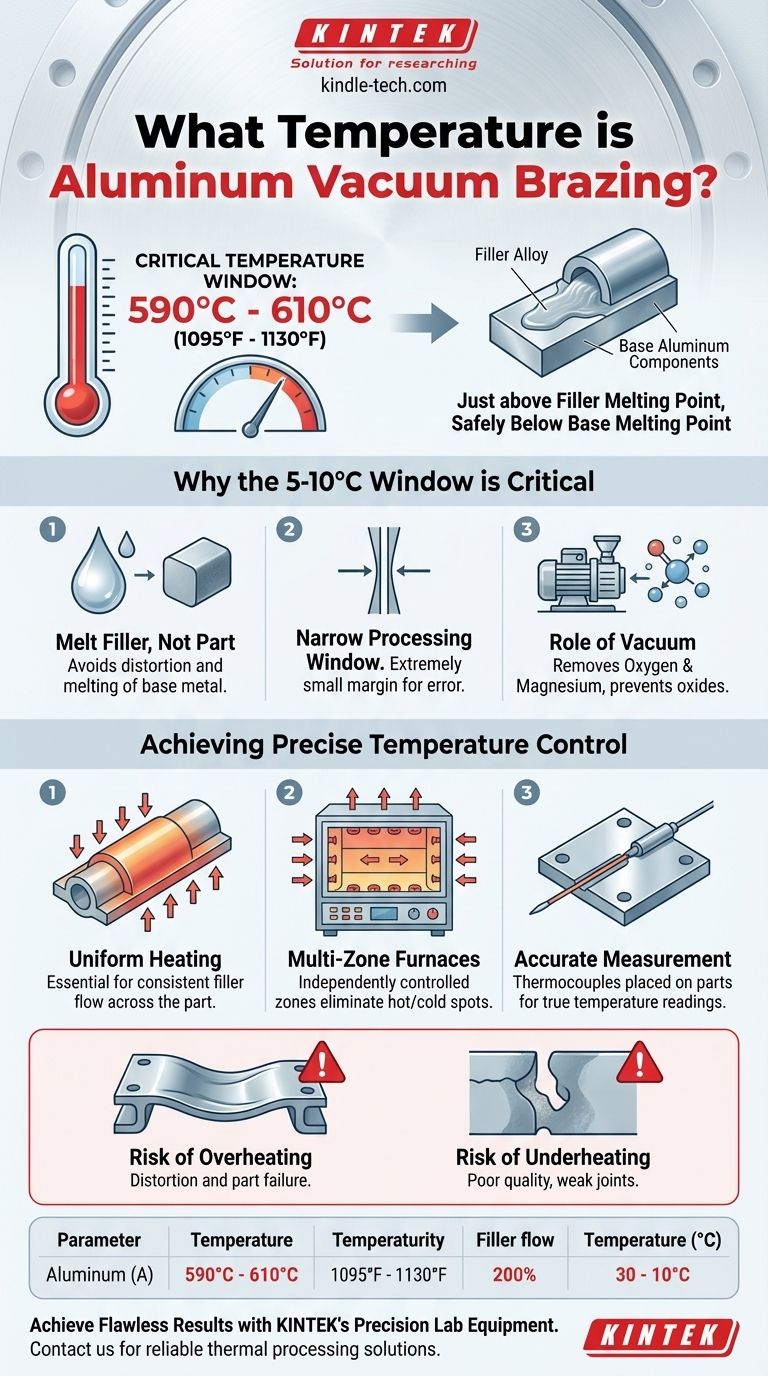
要するに、アルミニウム真空ろう付けは非常に狭い温度範囲で発生します。通常は590°Cから610°C(華氏1095度から1130度)の間です。この正確な温度は、フィラー合金の融点よりわずかに高く、接合されるアルミニウム部品の融点よりはるかに低くなるように選ばれます。
アルミニウム真空ろう付けの中心的な課題は、単に特定の温度に達することではなく、極めて狭い範囲内で部品全体にわたって絶対的な均一性を維持することです。成功は、母材のアルミニウム自体を歪ませたり溶かしたりすることなく、フィラー材料を溶かすかどうかにかかっています。
この特定の温度範囲が重要な理由
ろう付けプロセス全体は、フィラーメタルと母材の間に慎重に制御された熱的ギャップに依存しています。アルミニウムの場合、このギャップは非常に小さいため、精度が最も重要になります。
フィラーを溶かす、部品を溶かさない
ろう付けは、毛細管現象によって2つ以上の母材部品の接合部に流れ込むフィラー材料(ろう材)を溶かすことによって機能します。
温度は、フィラー合金を完全に液体にし、冷却時に自由に流れ、強力な冶金結合を形成するのに十分な高さでなければなりません。
重要なのは、この温度が母材アルミニウムの「固相線」温度、つまり母材自体が溶け始める点よりも低く保たれなければならないことです。
狭い加工ウィンドウ
ろう付け温度は、フィラーの液相線(完全に液体になる温度)と母材の固相線の間に戦略的に設定されます。
一般的なアルミニウムろう付け設定(例:AA4047アルミニウム-シリコンフィラーを使用)では、この動作ウィンドウは5~10°Cと狭くなることがあります。これは、誤りの余地をほとんど残しません。
真空の役割
この高温を真空環境下で操作することには、主に2つの機能があります。
第一に、酸素を除去し、フィラー材料が表面を濡らして結合を形成するのを妨げる酸化アルミニウムの生成を防ぎます。
第二に、多くのアルミニウムグレードに含まれる合金元素であるマグネシウムを除去します。マグネシウムはろう付け温度で蒸発します。真空によって除去されない場合、このマグネシウム蒸気がろう付けプロセスを妨害します。

正確な温度制御の実現
参照資料が強調しているように、正しい温度に達しても、それが均一でなければ意味がありません。部品全体でわずか数度の温度差でも、完全な失敗につながる可能性があります。
均一加熱の必要性
アセンブリの1つの領域が他の領域よりも熱い場合、厚いセクションが必要なろう付け温度に達する前に、薄いセクションが溶けてしまう可能性があります。
この均一性により、フィラー材料が同時にすべての接合部で活性化し、均一に流れることが保証されます。
多ゾーン炉
最新の真空炉は、複数の独立して制御された加熱ゾーンを使用することで、この均一性を実現します。
これらのゾーンが部品を囲み、洗練された制御システムが各ゾーンへの電力を調整してホットスポットやコールドスポットを排除し、アセンブリ全体が一定の速度で加熱および冷却されるようにします。
正確な温度測定
プロセスを制御するために、熱電対は単に炉の一般的なチャンバー内だけでなく、部品自体の上または近くに戦略的に配置されます。
これにより、部品温度の真の読み取り値が得られ、制御システムは部品の表面を過熱させないように、加熱要素の温度を目標値にできるだけ近づけることができます。
トレードオフとリスクの理解
アルミニウムろう付けの狭い加工ウィンドウは、正確なプロセス制御によって管理されなければならない重大なリスクをもたらします。
過熱のリスク
母材の固相線温度を超えると、たとえ短時間であっても、部品の歪み、たるみ、または溶融を引き起こします。これは部品を廃棄する壊滅的な失敗です。
過熱不足のリスク
フィラー合金の液相線温度に達しないと、品質の低い接合部になります。フィラーが適切に流れず、ボイドや不完全な結合(「ノンフィル」)が発生し、最終製品の構造的信頼性が損なわれます。
部品形状による複雑性
非常に厚い部分と非常に薄い部分の両方を含むアセンブリは特に困難です。薄い部分ははるかに速く加熱されるため、厚い部分が目標温度に達するのを待っている間に、それらを過熱するリスクが高まります。これには、慎重にプログラムされた、多くの場合より遅い加熱サイクルが必要です。
目標に合った適切な選択をする
アルミニウムろう付けを成功させることは、単一の温度数値というよりも、完全な熱プロファイルを完璧に実行することにかかっています。
- プロセスの信頼性を最優先する場合: 正確な熱電対ベースの制御を備えた最新の多ゾーン真空炉に投資し、温度の均一性を保証します。
- 接合品質を最優先する場合: 選択したフィラー合金と母材合金が互換性があり、実行可能な(たとえ狭くても)温度ウィンドウを提供することを確認します。
- 部品設計を最優先する場合: 可能な限り均一な厚さの部品を設計します。これにより加熱プロセスが簡素化され、失敗のリスクが大幅に減少します。
結局のところ、精度は、すべての成功したアルミニウム真空ろう付け操作を支配する譲れない原則です。
要約表:
| パラメータ | 標準範囲 | 重要な考慮事項 |
|---|---|---|
| ろう付け温度 | 590°C - 610°C (1095°F - 1130°F) | フィラーの液相線より高く、母材の固相線より低く保つ必要がある |
| 温度ウィンドウ | 5-10°C (狭い) | 正確な炉制御が必要 |
| 主な課題 | 部品全体での加熱の均一性 | 歪みを防ぎ、フィラーの完全な流れを保証する |
| 一般的なフィラー合金 | AA4047 (アルミニウム-シリコン) | 母材アルミニウムに最適な溶融特性を提供する |
KINTEKの精密ラボ機器で完璧なアルミニウムろう付け結果を実現します。 当社の高度な真空炉は、アルミニウムろう付けのような困難なプロセス向けに特別に設計された多ゾーン加熱と正確な温度制御を備えています。当社は、信頼性の高い熱処理ソリューションを必要とする研究所や製造施設にサービスを提供しています。
今すぐお問い合わせいただき、当社の機器が成功するアルミニウム真空ろう付け操作に必要な重要な温度の均一性を維持するのにどのように役立つかをご相談ください。
ビジュアルガイド