焼結の温度は単一の特定の値ではなく、加工される材料に完全に依存する慎重に選択された範囲です。基本的な原理は、温度が原子が粒子の境界を越えて拡散し、それらを融合させるのに十分な高さでなければなりませんが、液体になるのを防ぐために材料の絶対融点よりは低く保たれなければならないということです。例えば、あるプロセスは630℃で完了しますが、他のプロセスは720℃付近で始まる反応を伴います。
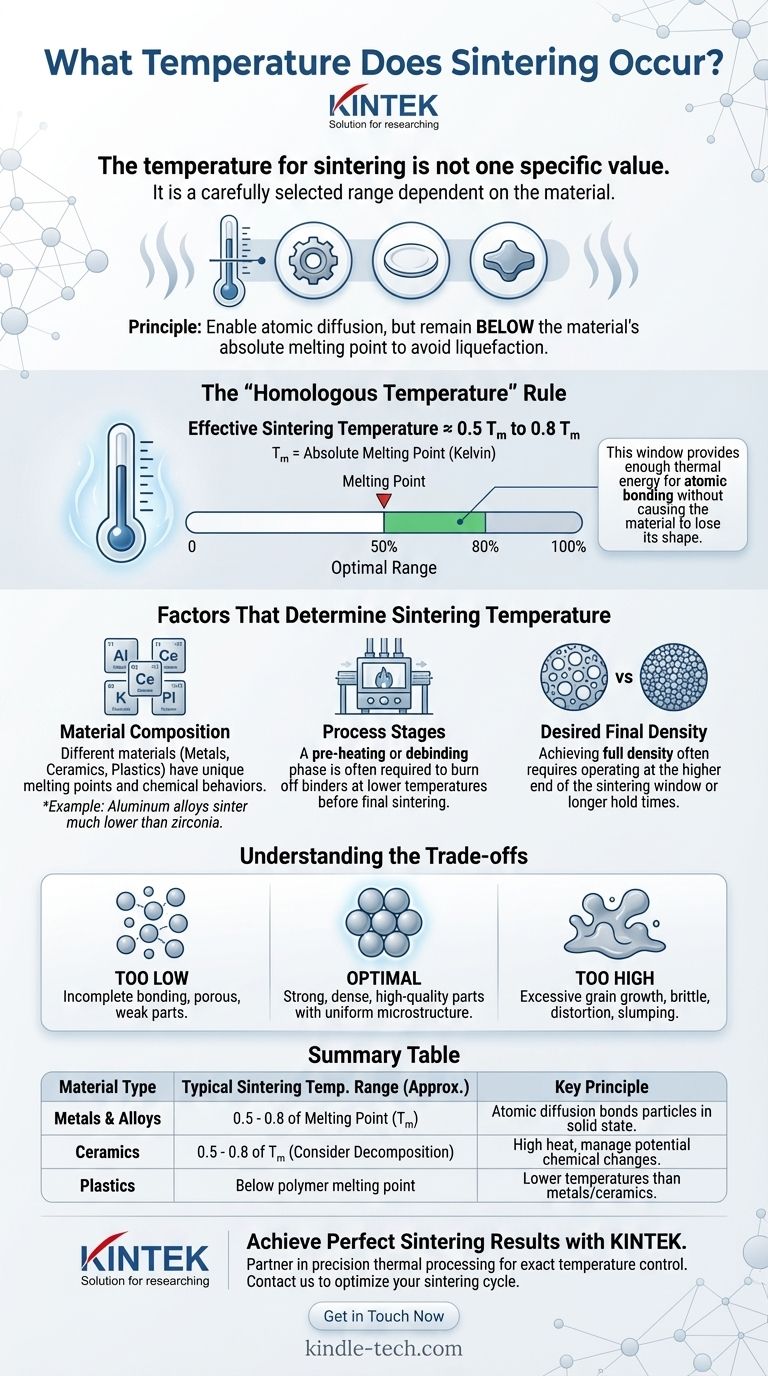
理想的な焼結温度は材料の融点の関数であり、通常は絶対融点の温度の50%から80%の範囲内に収まります。これにより、材料が形状を失うことなく原子結合に必要な熱エネルギーが供給されます。
原理:融解を伴わない拡散
焼結は、粉末成形体を高密度で固体の塊に変換する熱プロセスです。温度はこの変換において最も重要な変数であり、その制御はデリケートなバランスです。
原子拡散の活性化
熱は、粉末粒子内の原子が移動するために必要なエネルギーを与えます。適切な焼結温度では、原子は粒子が接触する境界を移動し、強固な金属結合または化学結合を形成します。
この原子拡散として知られるプロセスが、粒子間の気孔を閉鎖し、材料を緻密化させ、強化するものです。
融点を下回る維持
温度が材料の融点に達するかそれを超えると、部品は単に液化してしまいます。これは部品の意図された形状と内部微細構造を破壊します。
焼結の目的は、粒子が実質的に固体であり続ける間にそれらを融合させ、固相結合を形成することです。
「ホモロガス温度」の法則
材料科学における指針として、有効な焼結温度は、絶対融点(T_m)(ケルビンで測定)の分数として表されることがよくあります。
ほとんどの材料は、0.5 T_m から 0.8 T_m の範囲で効果的に焼結します。この「ホモロガス温度」は、与えられた材料の適切な加工ウィンドウを特定するための信頼できる出発点となります。

焼結温度を決定する要因
材料と目的の結果に固有のいくつかの要因によって理想的な範囲が影響を受けるため、普遍的な焼結温度は存在しません。
材料組成
金属、プラスチック、セラミックスはすべて、融点と化学的挙動が大きく異なります。アルミニウム合金の焼結プロセスは、ジルコニアのような技術セラミックスのプロセスよりもはるかに低い温度で発生します。
さらに、一部の材料は化学変化を起こします。例えば、炭酸カルシウム(CaCO₃)は720℃付近で分解を開始するため、これは焼結サイクル中に管理しなければならない要因です。
プロセス段階
完全な熱サイクルには、ピーク焼結温度以上のものが含まれます。部品の形状を整えるために使用されるバインダーを燃焼させるために、予熱または脱脂段階が必要になることがよくあります。
この脱脂段階は通常、炉が最終的な焼結温度に上昇する前に、多くの場合600℃前後で終了します。
目標とする最終密度
最終部品の目標密度も温度に影響します。完全密度(気孔率がほぼすべてなくなること)を達成するには、焼結ウィンドウの上限に近い温度、またはより長い保持時間が必要になることがよくあります。
トレードオフの理解
温度の選択は、競合する効果のバランスを取ることです。理想的な温度は狭いウィンドウであることが多く、逸脱すると最終製品の品質が損なわれる可能性があります。
温度が低すぎる場合
温度が不十分な場合、原子拡散が遅すぎます。これにより、粒子間に不完全な結合が生じ、最終部品は多孔質で弱く、機械的特性が低下します。
温度が高すぎる場合
最適な温度を超えると、融点以下であっても、有害となる可能性があります。これは過度の粒成長を引き起こし、材料を脆くする可能性があります。最悪の場合、歪み、たるみ、または部分的な融解につながる可能性があります。
時間という重要な変数
焼結は温度と時間の両方の関数です。わずかに低い温度でも、部品をより長い時間その温度に保持すれば、高い温度と同じ緻密化を達成できる場合があります。この相互作用はプロセス最適化にとって極めて重要です。
目標に合った正しい温度の見つけ方
正しい焼結温度を決定するには、まず材料と目的を理解する必要があります。確立された原理をガイドとして使用してください。
- 特定の金属または合金の加工が主な焦点である場合: まず絶対融点(T_m)を見つけ、プロセス開発の初期ガイドとして 0.5 - 0.8 T_m の範囲を使用します。
- セラミックスまたは化合物の加工が主な焦点である場合: 融点だけでなく、サイクル中に材料に影響を与える可能性のある分解温度についても調査します。
- 最大の部品密度と強度の達成が主な焦点である場合: 材料の焼結ウィンドウの上限で操作することを計画しますが、これは過熱を避けるために正確な温度制御を必要とします。
結局のところ、焼結を習得することは、単一の数値に到達することではなく、正確な熱プロファイルを制御することなのです。
要約表:
| 材料の種類 | 典型的な焼結温度範囲(概算) | 主要原理 |
|---|---|---|
| 金属および合金 | 融点(T_m)の0.5~0.8 | 原子拡散により固体状態で粒子が結合する。 |
| セラミックス | T_mの0.5~0.8だが、分解を考慮する必要がある。 | 高温が必要だが、化学変化を管理する必要がある。 |
| プラスチック | 金属/セラミックスより低い温度。 | 金属/セラミックスよりも低い温度。 |
KINTEKで完璧な焼結結果を達成
特定の材料の正確な熱プロファイルを習得することが、強固で高密度で高品質の焼結部品を達成するための鍵となります。間違った温度は、弱く多孔質な部品や、歪んだり溶けたりした製品につながる可能性があります。
KINTEKは、精密熱処理におけるお客様のパートナーです。 当社は、正確な温度制御と均一な加熱のために設計された高度な実験用炉と消耗品の供給を専門としており、お客様の焼結プロセスが再現可能で成功することを保証します。
焼結サイクルを最適化するためにお手伝いさせてください。 当社の専門家は材料科学のニュアンスを理解しており、お客様の研究室の能力を高めるために必要な機器とサポートを提供できます。
お客様の用途についてご相談いただくために、今すぐお問い合わせください。そして、KINTEKのソリューションがお客様の研究室の能力をどのように向上させることができるかをご確認ください。
ビジュアルガイド