ほとんどの一般的な用途において、アルミニウムは577℃から607℃(1070°Fから1125°F)の間でろう付けされます。これは単一の固定された数値ではなく、正確な作業範囲です。正確な温度は使用する特定の溶加合金によって決定され、その溶加材を溶かすのに十分な高さでなければなりませんが、接合するアルミニウム部品の融点より安全に低くなければなりません。
アルミニウムのろう付けを成功させるには、単一の魔法の数字に到達することよりも、非常に狭い温度範囲を管理することが重要です。目標は、溶加合金を溶かして接合部に流れ込ませることですが、誤って母材を溶かさないようにすることです。この差はわずか10℃(20°F)であることもあります。
核心原理:溶加材と母材
アルミニウムを正しくろう付けするには、接合部を形成する溶加金属と部品自体の母材との関係を理解する必要があります。
溶加合金の役割
ろう付け温度は、溶加合金(ろう付け棒またはワイヤーとも呼ばれます)によって完全に決定されます。各合金には、完全に液体になる点である液相線温度があります。
基本的なルールとして、アセンブリを溶加合金の液相線温度より少なくとも25℃(50°F)高く加熱する必要があります。これにより、溶加材が毛細管現象によって接合部に容易に流れ込むことが保証されます。
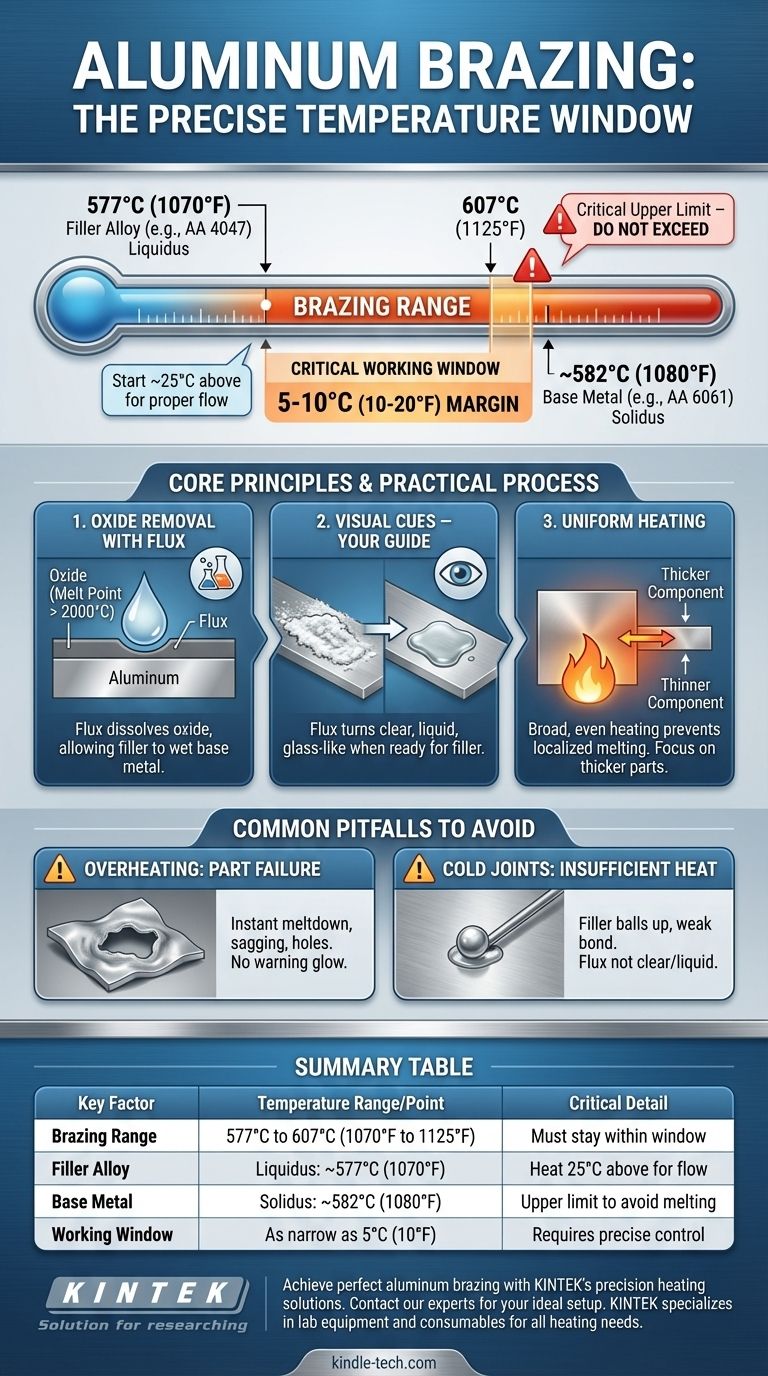
アルミニウムによく使用される溶加材はAA 4047(アルミニウム-シリコン合金)で、液相線温度は約577℃(1070°F)です。これがろう付け範囲の下限がここから始まることが多い理由です。
母材の制約
温度範囲の上限は、接合する母材アルミニウムの融点によって決まります。壊滅的な故障を避けるために、この温度より安全に低い温度を維持する必要があります。
例えば、AA 6061のような一般的な構造用合金は、約582℃(1080°F)で溶け始めます(その固相線温度)。
臨界温度範囲
数値を比較すると、課題が明確になります。
溶加材の液相線温度(約577℃)よりも高く、母材の固相線温度(約582℃)よりも低くする必要があります。これにより、わずか数度の作業範囲しか得られません。この非常に狭いマージンが、アルミニウムろう付けにおける最も重要な単一の要因です。
実用的なプロセスを理解する
適切な温度を達成することは、解決策の一部にすぎません。プロセス自体には、成功に必要な重要な手順があります。
フラックスによる酸化層の除去
アルミニウムは瞬時に、硬くて透明な酸化アルミニウムの層を形成します。この酸化物の融点は2000℃(3600°F)を超え、溶加金属が下のアルミニウムと結合するのを妨げます。
この層はフラックスを使用して除去する必要があります。アルミニウム用のろう付けフラックスは、ろう付け温度で活性化する化学化合物であり、酸化層を積極的に溶解し、溶融した溶加材が母材を濡らすことを可能にします。
視覚的な合図が最良のガイド
温度計や温度クレヨンは役立ちますが、最も信頼できる指標はフラックス自体です。アセンブリが適切なろう付け温度に達すると、白く硬いフラックスは透明で液体のガラスのような層に変化します。
フラックスのこの「濡れ」作用を見ることは、部品が溶加金属を受け入れる準備ができたという合図です。
均一な加熱の重要性
温度範囲が非常に狭いため、不均一な加熱は故障の主な原因となります。ある箇所をあまりにも早く加熱すると、その箇所が溶けてしまい、接合部の残りの部分が溶加材を受け入れるのに十分な温度になっていない可能性があります。
常にアセンブリを広く均一に加熱してください。異なる厚さの部品を接合する場合は、厚い部品に熱を集中させ、薄い部品に熱が伝導するようにします。
避けるべき一般的な落とし穴
リスクを理解することは、それらを防ぐための鍵です。アルミニウムのろう付けは、間違いに対して容赦がありません。
落とし穴:過熱と部品の破損
これは最も一般的で劇的な故障です。数秒間の過剰な熱でも、穴が開いたり、部品全体が垂れ下がって崩壊したりする可能性があります。アルミニウムは、溶ける前に視覚的な警告(赤く光るなど)をほとんど発しません。
落とし穴:不十分な熱と「冷たい」接合
母材が十分に熱くない場合、溶加合金は毛細管現象によって流れません。表面で「玉状」になり、構造的な完全性のない弱くてでこぼこした結合が形成されます。これは、フラックスが透明で液体になる前に溶加棒を適用することによって引き起こされることがよくあります。
落とし穴:不適切なフラックス塗布
フラックスの使用量が少なすぎると、酸化層の洗浄が不完全になり、接合部に空隙や弱点が生じます。ほとんどのアルミニウムろう付けフラックスは腐食性があるため、将来の腐食を防ぐために、ろう付け後に部品を熱湯とブラシで徹底的に洗浄することが重要です。
目標に合った適切な選択をする
あなたのアプローチは、特定の用途と経験レベルによって導かれるべきです。
- プロセスの学習が主な焦点である場合: 同じアルミニウム合金のスクラップ部品で練習してください。プレフラックス付きのろう付け棒を使用してプロセスを簡素化し、フラックスが透明になり、溶加材が流れ始める瞬間を観察することに集中してください。
- 異なる厚さの接合が主な焦点である場合: 熱源を厚い部品に集中させてください。目標は、接合部全体が同時にろう付け温度に達することです。
- 最大の接合強度を主な焦点とする場合: フラックスを塗布する前に部品が完全にきれいであることを確認してください。きれいで適切にフィットした接合部は、毛細管現象が効果的に機能し、溶加材を接合部の奥深くまで引き込み、完全な結合を実現します。
最終的に、アルミニウムのろう付けを成功させるには、温度測定値よりもフラックスの視覚的な合図を信頼することを学ぶ、熱管理のスキルが必要です。
まとめ表:
| 主要因 | 温度範囲/点 | 重要な詳細 |
|---|---|---|
| ろう付け範囲 | 577℃~607℃(1070°F~1125°F) | この範囲内に留まる必要があります |
| 溶加合金(例:AA 4047) | 液相線:約577℃(1070°F) | 適切な流れのために液相線より25℃高く加熱 |
| 母材(例:AA 6061) | 固相線:約582℃(1080°F) | 溶融を避けるための重要な上限 |
| 作業範囲 | わずか5℃(10°F) | 正確な温度制御が必要 |
KINTEKの精密加熱ソリューションで、完璧なアルミニウムろう付け結果を達成しましょう。研究開発、製造、修理のいずれの分野で作業されている場合でも、当社の実験用炉と温度制御装置は、このデリケートなプロセスを習得するために必要な均一な熱と精度を提供します。狭い温度範囲が接合を損なうことのないように、今すぐ当社の専門家にお問い合わせください。お客様の特定のアルミニウム合金と用途要件に最適なろう付け設定を見つけるお手伝いをいたします。KINTEKは実験装置と消耗品を専門とし、お客様のあらゆる実験室の加熱ニーズに対応します。
ビジュアルガイド
関連製品
- 真空熱処理焼結ろう付け炉
- エンジニアリング先進ファインセラミックス用高温アルミナ(Al2O3)炉心管
- 実験室マッフル炉用エンジニアリング先進ファインアルミナAl2O3セラミックるつぼ
- 1400℃実験室用高温管状炉(アルミナチューブ付き)
- 1700℃実験室用高温管状炉(アルミナチューブ付き)



















