リフローはんだ付けプロセスでは、一般的な鉛フリーはんだペーストの場合、ピーク温度は通常240°Cから250°Cの間になります。しかし、このピーク温度は、部品を損傷することなく信頼性の高いはんだ接合を作成するために不可欠な、リフロープロファイルとして知られる慎重に制御された熱シーケンスの一部にすぎません。
重要なのは、「リフロー温度」が単一の値ではなく、多段階の熱プロファイルであることを理解することです。回路基板のはんだ付けを成功させるには、予熱、ソーク、リフロー、冷却という4つの異なる段階にわたる温度と時間の管理にかかっています。
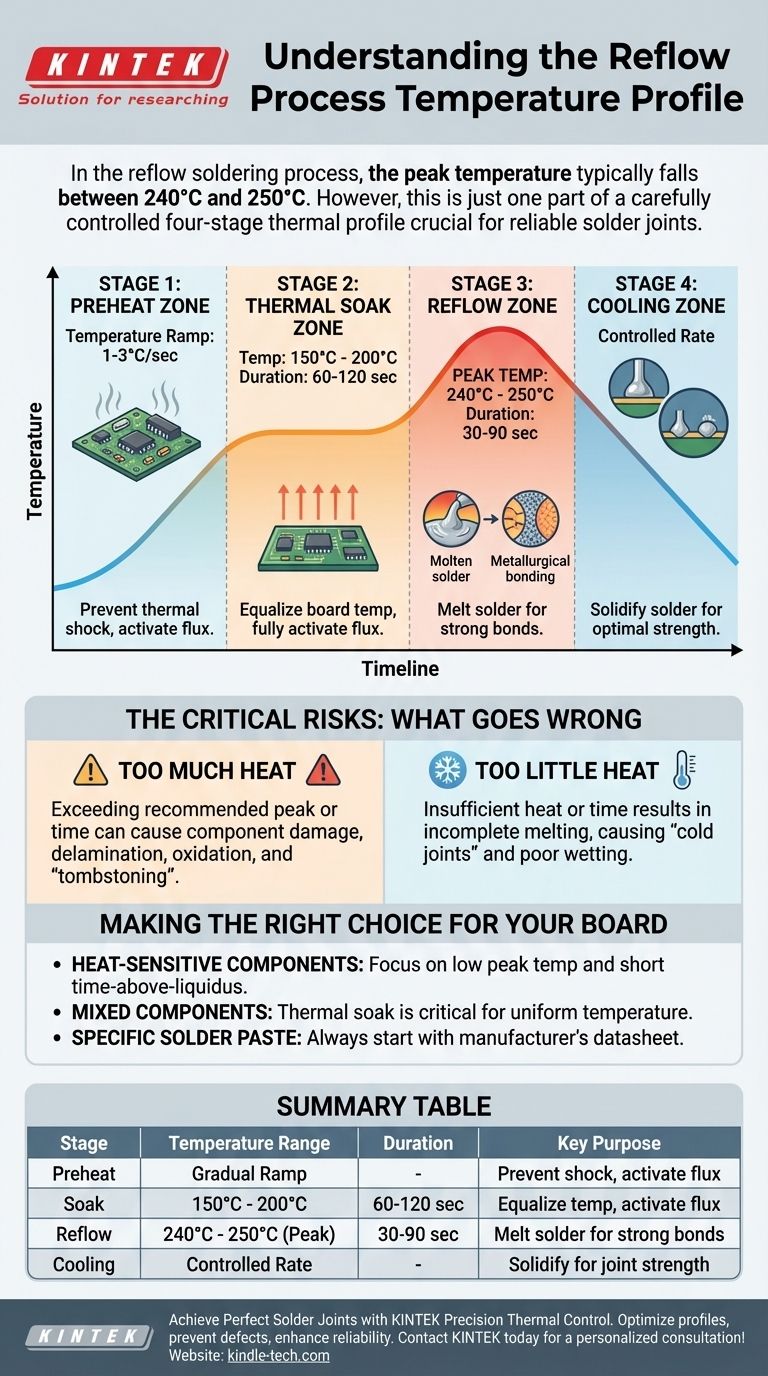
リフロープロファイルの4つの段階
リフロープロファイルは、はんだ付けプロセス中にプリント基板(PCB)がたどる時間-温度グラフです。各段階には特定の目的があり、いずれかの段階を誤ると製造上の欠陥につながる可能性があります。
ステージ1:予熱ゾーン
最初の段階では、基板アセンブリ全体の温度を、通常1~3°C/秒の制御された速度で上昇させます。
この緩やかな温度上昇は、部品やPCB自体に亀裂を生じさせる可能性のある熱衝撃を防ぎます。また、はんだペースト中のフラックスを活性化させ始め、部品のリードやPCBパッドのクリーニングプロセスを開始します。
ステージ2:熱ソークゾーン
次に、アセンブリは通常150°Cから200°Cの間で、60秒から120秒間、安定した温度に保たれます。
この段階では、基板全体の温度が均一になります。これにより、大きな部品が小さな部品と同じ速度で加熱され、はんだ付け前にフラックスが完全に活性化して酸化物を取り除くのに十分な時間が確保されます。
ステージ3:リフローゾーン
これは、オーブンの温度がはんだの融点(液相線温度)を超える重要な段階です。
一般的な鉛フリーはんだ(Sn/Ag/Cu合金など)の場合、ピーク温度は240°Cから250°Cに達します。アセンブリはこのゾーンに、はんだペーストが完全に溶融し、流れ(または「濡れ」)、強力な冶金学的接合を形成するのに十分な時間(通常30秒から90秒)だけ留まります。
ステージ4:冷却ゾーン
最後に、基板は制御された速度で冷却されます。冷却速度は加熱速度と同じくらい重要です。
冷却が遅すぎると、はんだ接合が脆くなる可能性があります。冷却が速すぎると、熱衝撃を引き起こす可能性があります。目標は、最適な強度と信頼性を提供する微細な結晶構造にはんだを固化させることです。

重大なリスク:何が問題を引き起こすか
理想的なリフロープロファイルから逸脱すると、即時または潜在的な製品故障につながる重大なリスクが生じます。これらのトレードオフを理解することは、プロセス制御の基本です。
過熱の問題
推奨されるピーク温度または時間を超えると、部品の損傷、PCB層の剥離、はんだ接合の酸化を引き起こす可能性があります。また、小さな部品が一方のパッドから持ち上がり垂直に立つ「墓石現象(tombstoning)」と呼ばれる欠陥につながることもあります。
熱不足の危険性
リフロー段階での熱不足または時間不足は、はんだの不完全な溶融を引き起こします。これにより、「コールドジョイント」として知られる弱く信頼性の低い接続が生成されます。また、はんだが適切に流れず、部品のリードやパッドに接合しない「濡れ不良」を引き起こすこともあります。
基板に最適な選択をする
理想的なリフロープロファイルは普遍的なものではなく、使用する特定の部品、はんだペースト、および基板設計に合わせて調整する必要があります。
- 感熱部品を使用する基板の場合:有効なはんだ接合を達成しつつ、ピーク温度を可能な限り低く、液相線以上時間を可能な限り短くすることに重点を置く必要があります。
- 大小の部品が混在する基板の場合:熱ソーク段階は、最終的なリフローピークの前に基板のすべての部分が均一な温度に達することを保証するための最も重要なツールです。
- 特定のハンダペーストを使用する場合:常にメーカーのデータシートから始め、その正確な化学組成に推奨される熱プロファイルを確認してください。
最終的に、リフロープロセスをマスターすることは、アセンブリ全体にわたる正確な熱バランスを達成することです。
要約表:
| 段階 | 温度範囲 | 期間 | 主な目的 |
|---|---|---|---|
| 予熱 | 緩やかな上昇 (1-3°C/秒) | - | 熱衝撃防止、フラックス活性化 |
| ソーク | 150°C - 200°C | 60-120秒 | 基板温度均一化、フラックス完全活性化 |
| リフロー | 240°C - 250°C (ピーク) | 30-90秒 | はんだ溶融による強力な冶金学的接合 |
| 冷却 | 制御された速度 | - | はんだ固化による最適な接合強度 |
精密な温度制御で完璧なはんだ接合を実現
墓石現象、コールドジョイント、部品の損傷でお困りですか?KINTEKは、精密なリフロー炉や熱プロファイリングソリューションを含む、エレクトロニクス製造向けのラボ機器と消耗品を専門としています。当社の専門知識は、お客様が以下のことを支援します。
- 特定の部品やはんだペーストに合わせてリフロープロファイルを最適化する
- 精密な温度制御で製造上の欠陥を防ぐ
- 一貫した熱管理を通じて製品の信頼性を向上させる
当社のチームがリフロープロセスをマスターするお手伝いをいたします。はんだ付けの課題に関する個別相談については、今すぐKINTEKにお問い合わせください!
ビジュアルガイド