単一の焼結温度というものは存在しません。 代わりに、正しい温度は処理される材料に完全に依存し、特定の金属では630°Cと低いものから、高性能セラミックスでは1400°Cを超えるものまで、非常に広い動作範囲があります。重要なのは、この温度が材料を実際に溶かすことなく、原子が移動して材料を結合させるのに十分な高さでなければならないということです。
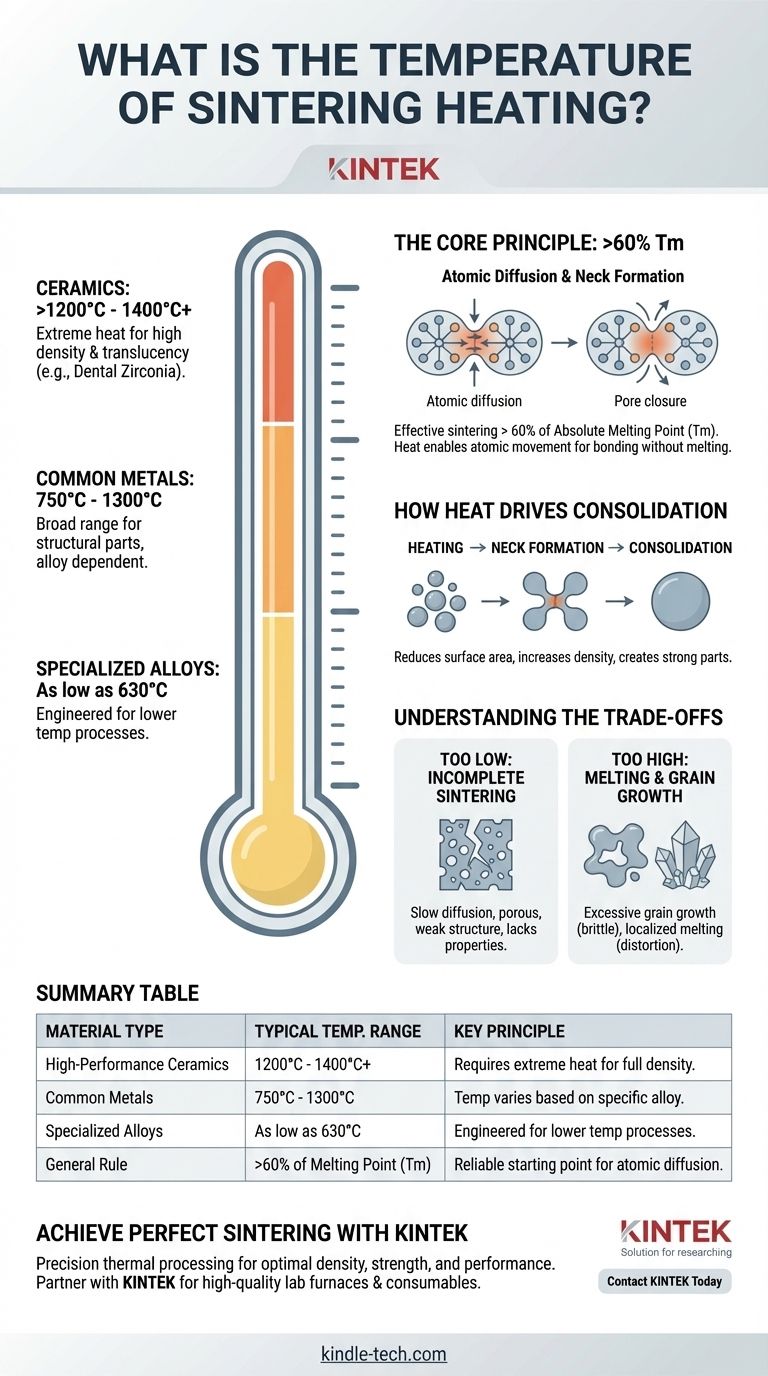
理解すべき最も重要な原則は、焼結温度は任意の値ではなく、材料の融点(Tm)と根本的に結びついているということです。経験則として、効果的な焼結は材料の絶対融点(Tm)の60%を超える温度で発生します。
核心原則:温度と原子拡散
焼結とは、材料を液化する点まで溶かすことなく、熱と圧力によって粉末状の材料を圧縮し、固形物に成形するプロセスです。温度はこの変革の主要な触媒となります。
温度が融点に比例する理由
焼結の目的は、粉末粒子の境界を越えて原子を移動させる、つまり拡散させるのに十分なエネルギーを粉末中の原子に与えることです。この原子の動きが粒子間の空隙を埋め、材料の密度を高め、強固で一貫性のある部品を作り出します。
融点が高い材料は原子結合が非常に強いため、原子を動かすにはより多くの熱エネルギー(より高い温度)が必要です。逆に、融点が低い材料は必要なエネルギーが少なくなります。「>0.6 Tm」の法則は、あらゆる材料にとって信頼できる出発点を提供します。
熱がいかにして固化を促進するか
材料が加熱されると、粉末粒子の接触点にある原子が「ネック」を形成し始め、時間が経つにつれて成長します。このプロセスにより表面積が減少し、粉末成形体の表面エネルギーが最小化され、粒子同士が引き寄せられ、密度が増すにつれて部品が収縮します。
単なる最高温度以上のもの
工業的な焼結プロセスは、単一の温度に達することだけを目的としているわけではありません。それは注意深く制御された熱プロファイルを含みます。着火温度や終了温度などの主要な制御点は監視され、プロセスが均一かつ完全に進行し、高品質の最終製品が得られるようにします。
焼結温度がこれほど大きく異なる理由
使用される特定の温度は、材料と部品の望ましい最終特性の両方の関数です。
材料の決定的な役割
異なる材料は、大きく異なる熱環境を必要とします。
- 高性能セラミックス: 歯科用途で使用されるジルコニアなどの材料は、完全な密度と半透明性を達成するために、通常1200°Cから1400°Cの非常に高い温度を必要とします。
- 一般的な金属: 構造部品用の鉄系粉末の焼結は、一般的に750°Cから1300°Cの範囲で行われます。
- 特殊合金: 一部の金属合金は、より低い温度で焼結するように特別に設計されています。特定の材料では、630°Cという低い温度で完全な密度を達成することが可能です。
最終特性への影響
正確な温度と、その温度で費やされる時間は、最終部品の特性に直接影響します。温度が高いほど、または保持時間が長いほど、一般的に密度と強度は増大しますが、収穫逓減の点があります。
トレードオフの理解
適切な焼結温度の選択は、バランスを取る行為です。どちらかの方向に最適な範囲から外れると、重大な結果を招きます。
低すぎる場合:焼結の不完全性
温度が不十分な場合、原子拡散は遅く不完全になります。結果として得られる部品は、初期の粉末粒子の結合が完全に形成されなかったため、多孔質で弱く、望ましい機械的特性を欠くことになります。
高すぎる場合:融解と粒成長のリスク
最適な温度を超えると、同様に問題が生じます。最良の場合でも、過度の粒成長を引き起こし、材料内の個々の結晶が大きくなりすぎて、最終部品が脆くなることがよくあります。最悪の場合、局所的な融解を引き起こし、部品の形状が歪んだり、沈んだり、意図した形状を完全に失ったりする可能性があります。
用途に合わせた正しい選択をする
理想的な焼結温度は普遍的な定数ではなく、材料と目的に合わせて調整された特定のパラメーターです。
- セラミックス(例:歯科用ジルコニア)が主な焦点の場合: 必要な密度と強度を達成するために、プロセスには通常1200°Cから1400°Cの非常に高い温度が必要になります。
- 一般的な工業用金属が主な焦点の場合: 750°Cから1300°Cの広い範囲を計画し、使用している特定の合金については材料固有のデータを確認してください。
- 原理の理解が主な焦点の場合: 理論的な処理ウィンドウを見つけるために、常に材料の絶対融点(Tm)の60〜80%を計算することから始めてください。
結局のところ、温度は焼結部品の密度、強度、最終性能を制御するために利用できる最も強力なレバーです。
要約表:
| 材料の種類 | 一般的な焼結温度範囲 | 主な原則 |
|---|---|---|
| 高性能セラミックス | 1200°C - 1400°C+ | 完全な密度と半透明性のために極度の熱が必要。 |
| 一般的な金属 | 750°C - 1300°C | 温度は特定の合金によって異なる。 |
| 特殊合金 | 630°Cまで低下 | 低温焼結プロセス向けに設計されている。 |
| 一般原則 | 融点(Tm)の>60% | 原子拡散を可能にするための信頼できる出発点。 |
KINTEKで完璧な焼結結果を達成
望ましい密度、強度、性能を焼結部品で達成するためには、正確な温度プロファイルを選択することが不可欠です。間違った温度は、弱い多孔質の部品や、壊滅的な融解や歪みを引き起こす可能性があります。
KINTEKは、精密熱処理におけるお客様のパートナーです。 当社は、先端セラミックス、金属合金、特殊粉末のいずれを扱う場合でも、焼結用途の厳格な要求に対応するために設計された高品質のラボ用炉と消耗品の供給を専門としています。
当社の専門家がプロセス最適化をお手伝いします。お客様固有の材料と用途の要件について話し合うために、今すぐKINTEKにお問い合わせください。毎回一貫した高品質の結果を保証するために、適切な機器の選択をお手伝いします。
ビジュアルガイド
関連製品
- 真空熱処理・モリブデン線焼結炉(真空焼結用)
- 小型真空熱処理・タングステン線焼結炉
- 高温用途向け真空熱処理・熱圧焼結炉
- 2200℃ タングステン真空熱処理・焼結炉
- 2200℃ グラファイト真空熱処理炉



















