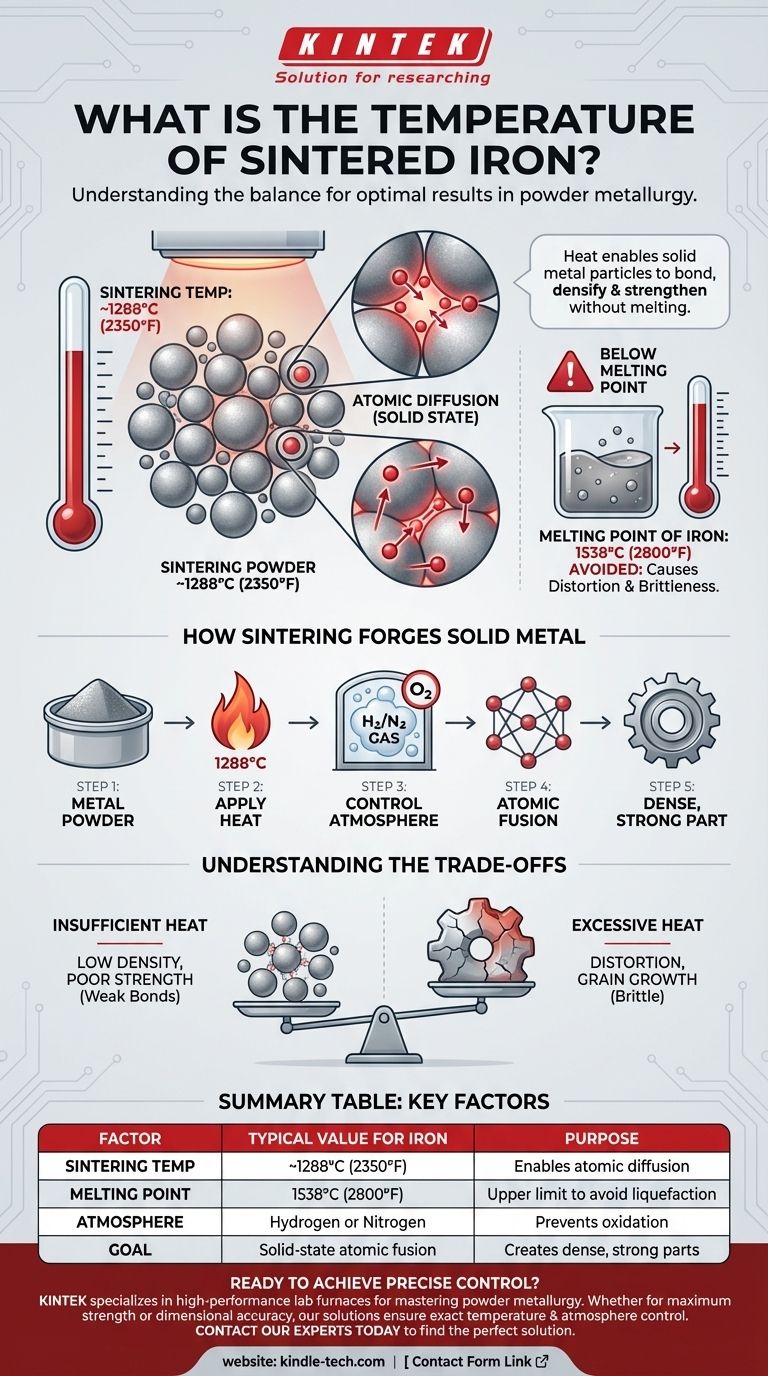
実際には、鉄は通常1288℃(2350°F)に近い温度で焼結されます。この高温はプロセスにとって極めて重要ですが、鉄の実際の融点である1538℃(2800°F)よりも意図的に低く保たれます。目的は金属を液化させることではなく、金属粉末粒子に十分なエネルギーを与えて、強固で機能的な部品として融合させることです。
焼結温度を理解する鍵は、このプロセスが溶解ではなく原子の融合に関するものであると認識することです。熱は、固体金属粒子が結合し、高密度化することを可能にし、液体になることなく強力な部品を生成します。
粉末から固体金属を鍛造する焼結の方法
焼結は粉末冶金の基礎であり、微細な金属粉末を強力なニアネットシェイプ部品に変換するプロセスです。これは、温度、雰囲気、時間の慎重なバランスに依存します。
熱の基本的な役割
高温の主な目的は、原子拡散を可能にすることです。約1288℃で、鉄原子は非常に活発になります。このエネルギーにより、個々の粉末粒子の境界を越えて移動し、粒子が接触する箇所に強力な金属結合が形成されます。
これは、雪の結晶の束を押しつぶして固い雪玉を作るのに似ています。焼結における熱は、個々の粒子を単一の密度の高い塊に融合させる「圧力」です。
雰囲気の重要な重要性
このプロセスは開放された空気中では行われません。焼結炉は、通常水素などの還元性ガスまたは窒素などの不活性ガスで厳密に制御された雰囲気で満たされます。
これは酸化を防ぐために不可欠です。これらの高温で酸素が存在すると、鉄は急速に酸化鉄(錆)を形成し、最終部品の完全性と強度を損ないます。

トレードオフの理解
正確な焼結温度の選択は、競合する要因のバランスを取る重要なエンジニアリング上の決定です。これは単一の固定値ではなく、望ましい結果を達成するために制御される変数です。
熱が不十分なリスク
温度が低すぎると、原子拡散が遅くなり、不完全になります。これにより、粒子間に弱い結合が生じます。最終部品は低密度と低い機械的強度に苦しみ、ほとんどの用途には適さなくなります。
過剰な熱の危険性
温度が鉄の融点に近づきすぎると、歪みや望ましくない結晶粒成長のリスクがあります。部品は正確な形状を失う可能性があり、金属内に大きな結晶粒が形成され、しばしば脆くなることがあります。これは、強力で寸法的に正確な部品を作成するという目的を無駄にします。
目標に合わせた適切な選択
最適な焼結温度は、製造プロセスの目的と使用される特定の材料合金によって完全に決定されます。
- 最大の強度と密度が主な焦点の場合: 可能な限り完全な粒子結合を確実にするために、焼結範囲の上限、1288℃に近い温度で操作します。
- 複雑な形状の寸法精度が主な焦点の場合: 部品の歪みのリスクを最小限に抑えるために、わずかに低い温度またはより制御された加熱サイクルを使用する場合があります。
- 非重要部品のコスト効率が主な焦点の場合: 結果として得られる機械的特性が用途に対して許容できる限り、エネルギー消費を削減するために低い温度が使用されることがあります。
結局のところ、焼結プロセスを習得することは、要求される正確な特性を持つ最終部品を製造するために、温度を正確に制御することにかかっています。
要約表:
| 要因 | 鉄の標準値 | 目的 |
|---|---|---|
| 焼結温度 | 約1288℃(2350°F) | 粒子の結合のための原子拡散を可能にする |
| 鉄の融点 | 1538℃(2800°F) | 液化を避けるための上限 |
| 雰囲気 | 水素または窒素 | 加熱中の酸化を防ぐ |
| 目標 | 固相原子融合 | 粉末から高密度で強力な部品を作成する |
焼結プロセスの正確な制御を実現する準備はできましたか?
KINTEKでは、粉末冶金をマスターするために必要な高性能ラボ炉と消耗品の提供を専門としています。最大の強度や寸法精度のために鉄を焼結する場合でも、当社の装置は成功に不可欠な正確な温度と雰囲気の制御を保証します。
お客様のプロジェクトについて話し合いましょう。今すぐ専門家にお問い合わせいただき、お客様の研究所のニーズに最適な焼結ソリューションを見つけてください。
ビジュアルガイド
関連製品
- スパークプラズマ焼結炉 SPS炉
- 実験室用脱脂・予備焼結用高温マッフル炉
- 小型真空熱処理・タングステン線焼結炉
- 真空熱処理・モリブデン線焼結炉(真空焼結用)
- トランス付きチェアサイド用歯科用ポーセリンジルコニア焼結セラミックファーネス










