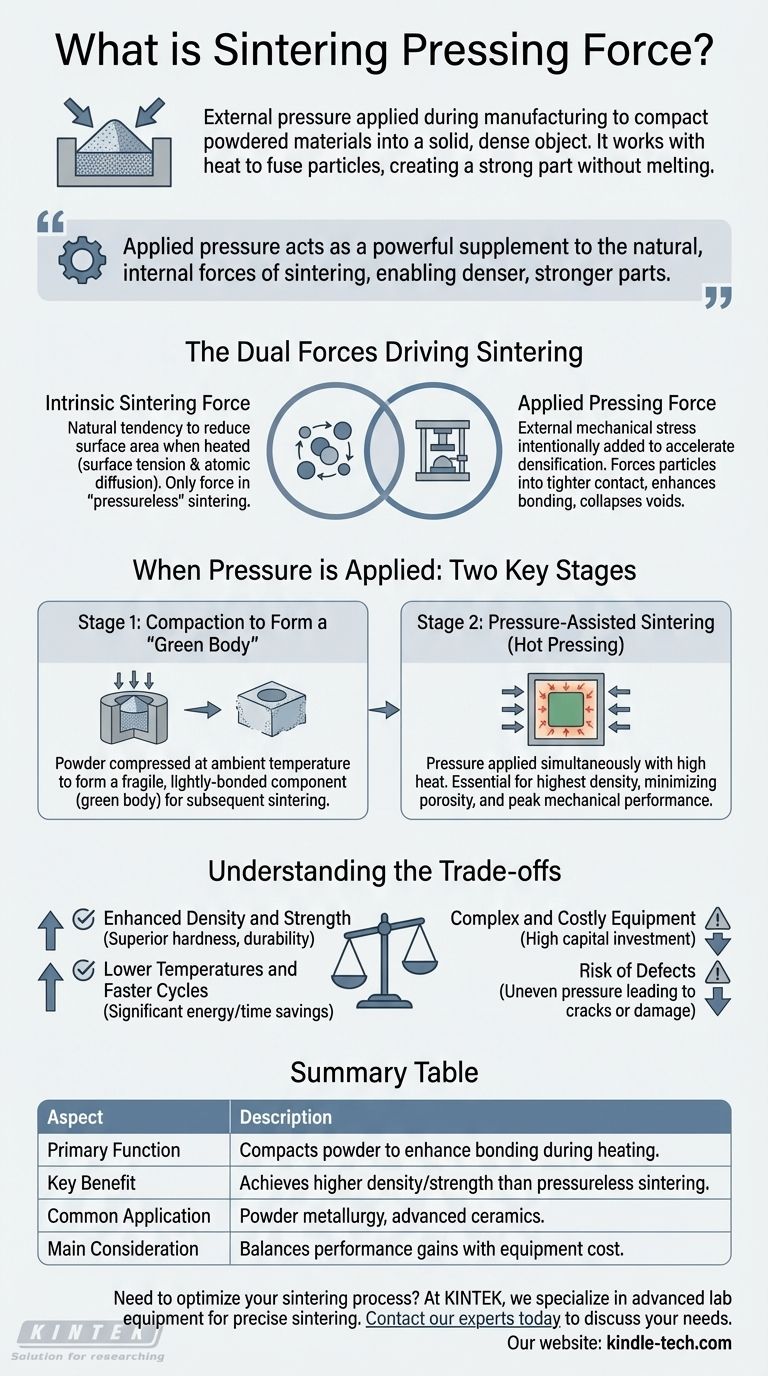
焼結加圧力とは、製造工程中に粉末材料を固体の高密度な物体に圧縮するために加えられる外部圧力のことです。この力は高温と連携して材料の粒子を融合させ、材料自体を溶かすことなく、丈夫な完成部品を作り出します。これは部品の最終的な特性に直接影響を与える重要なパラメータです。
理解すべき核心的な原則は、加えられる圧力が単なる初期圧縮のためだけではないということです。それは焼結の自然な内部力を強力に補完し、より低い温度とより短い時間で、より高密度で強力な部品の製造を可能にします。
焼結を推進する二つの力
焼結プロセスを推進する総力は、二つの異なる源から生じます。加えられる圧力の有効性は、材料の自然な焼結力との関係に完全に依存します。
内在する焼結力
すべての粉末材料は、加熱されると表面積を減少させる自然な傾向があります。この現象は、表面張力と粒子接触点での原子拡散によって駆動され、内在する焼結力です。
「無加圧」焼結では、これが唯一の作用する力であり、粒子をゆっくりと引き寄せ、それらの間の気孔を減少させます。
加えられる加圧力
焼結加圧力は、システムに意図的に加えられる外部応力です。この機械的圧力は、緻密化プロセスを劇的に加速させます。
粒子をより密接に接触させることで、原子結合の速度を高め、空隙を潰すのを助け、結果として著しく高密度で強力な最終製品をもたらします。

圧力が加えられるとき:二つの主要な段階
圧力は常に同じ方法や同じタイミングで加えられるわけではありません。その適用時期によって、粉末冶金やセラミックスにおける二つの根本的に異なるアプローチが定義されます。
段階1:「グリーンボディ」を形成するための圧縮
圧力の最も一般的な使用は、プロセスの最初です。粉末は金型またはモールドに入れられ、室温で圧縮されます。
この初期段階で、「グリーンボディ」として知られる、もろく軽く結合された部品が形成されます。この部品は、取り扱い可能で、その後の加熱(焼結)段階のために炉に移動できるほど固いです。
段階2:加圧焼結
より高度なプロセスでは、炉内で高温と同時に圧力が加えられます。これは加圧焼結またはホットプレスとして知られています。
この技術は、可能な限り最高の密度と機械的性能が要求される場合に使用されます。熱と圧力の同時適用は、最終的な気孔の痕跡を除去するのに非常に効果的です。
トレードオフの理解
加圧力を加えることは大きな利点をもたらしますが、管理しなければならない複雑さと潜在的な課題も伴います。
利点:密度と強度の向上
加圧力を使用する主な理由は、より高い相対密度を達成することです。気孔率を減らすことは、優れた硬度、半径方向の破砕強度、および全体的な耐久性を持つ部品に直接つながります。
利点:低温化とサイクル時間の短縮
外部圧力が焼結駆動力増幅するため、多くの場合、より低い温度またはより短い時間で目標密度を達成できます。これにより、エネルギーと時間の節約につながる可能性があります。
課題:複雑で高価な設備
特に焼結温度で高圧を適用するには、油圧プレスや熱間等方圧プレス(HIP)のような特殊で高価な設備が必要です。これは、単純な炉焼結と比較して設備投資を増加させます。
課題:欠陥のリスク
不均一に加圧されると、密度勾配、内部応力、あるいは最終部品に亀裂が生じる可能性があります。同様に、過剰な初期圧縮力は、炉に到達する前に脆弱なグリーンボディを損傷する可能性があります。
目標に応じた適切な選択
いつ、どのくらいの圧力を加えるかの決定は、最終部品の仕様に完全に依存します。
- 費用対効果の高い大量生産が主な焦点の場合:グリーンボディを形成するための単一の圧縮ステップと、それに続く無加圧焼結が最も一般的で経済的なアプローチです。
- 最大密度と最高の性能が主な焦点の場合:残存気孔率を最小限に抑え、要求の厳しい用途で優れた材料特性を達成するには、加圧焼結が必要です。
- 複雑な形状の製造が主な焦点の場合:デリケートな特徴を損傷しないように、慎重に制御された初期圧縮力が必要になる場合があります。これにより、目的の最終密度に達するために、より最適化された加熱サイクルが必要になる可能性があります。
最終的に、焼結加圧力を習得することは、それを単純な圧縮ステップから、材料特性を根本から設計するための精密なツールへと変えることです。
要約表:
| 側面 | 説明 |
|---|---|
| 主な機能 | 加熱中の結合を強化するために粉末粒子を圧縮します。 |
| 主な利点 | 無加圧焼結よりも高い密度と強度を達成します。 |
| 一般的な用途 | 粉末冶金および先進セラミックス製造で使用されます。 |
| 主な考慮事項 | 性能向上と設備コストおよび複雑さのバランスを取ります。 |
優れた部品密度と強度を実現するために、焼結プロセスを最適化する必要がありますか?
KINTEKでは、精密な焼結およびホットプレス用途に必要な高度なラボ機器と消耗品の提供を専門としています。新しい材料を開発している場合でも、生産を拡大している場合でも、当社の専門知識は、最高の性能と効率を達成するための適切な技術を選択するのに役立ちます。
今すぐ当社の専門家にお問い合わせください。お客様の特定のニーズについて話し合い、KINTEKのソリューションがお客様のラボの能力をどのように向上させることができるかを発見してください。
ビジュアルガイド