本質的に、熱間静水圧プレス(HIP)熱処理は、高温と均一な高圧ガスを材料に同時に加えるプロセスです。この組み合わせにより、微細な孔(気孔率)のような内部欠陥が効果的に「押しつぶされ」、優れた機械的特性を持つ完全に高密度の部品が作られます。主要な工程には、部品を密閉容器に装填し、加熱し、アルゴンなどの不活性ガスで容器を加圧し、その条件下で保持した後、冷却するという手順が含まれます。
HIPの中心的な目的は、単に材料を加熱することではなく、熱を利用して材料を十分に柔軟にし、高圧の不活性ガスが内部の空隙を物理的に潰して除去できるようにすることです。これにより、欠陥のある可能性のある部品が、堅牢で信頼性の高いものへと変わります。

コア原理:HIPはいかに材料を修復するか
HIPプロセスを真に理解するには、それが熱機械処理であることを認識する必要があります。熱と圧力は完璧に協調して機能し、それぞれが材料の内部構造を変換する上で重要な役割を果たします。
高温の役割
最初の工程は熱です。材料の温度を可塑性変形範囲にまで上昇させることで、材料は柔らかく展性のある状態になります。この熱エネルギーにより、材料内の原子がより自由に移動できるようになり、欠陥を修復するための前提条件が整います。
静水圧の機能
材料が熱くて柔らかい間に、不活性ガス(通常はアルゴン)が密閉容器内に送り込まれ、巨大な圧力が生成されます。ここで重要なのは「静水圧(isostatic)」という言葉で、これは圧力が全方向から均等に加えられることを意味します。この均一な力により、部品が優しく圧縮され、内部の孔、空隙、微小な亀裂が潰されます。
不活性ガスの重要性
アルゴンのような不活性ガスを使用することは譲れません。これらの高温では、酸素のような反応性ガスを使用すると、深刻な酸化を引き起こし、部品を損傷します。アルゴンは、材料の化学組成を変えることなく圧力を伝達するための、クリーンで非反応性の媒体として機能します。
HIPサイクルの段階的内訳
材料や用途によって特定のパラメータは異なりますが、すべてのHIPサイクルは、8時間から12時間以上続く明確で制御されたシーケンスに従います。
装填と密閉
部品はHIP圧力容器の炉セクションに慎重に装填されます。装填後、適用される極度の圧力と温度を封じ込めるために、容器は気密に密閉されます。
加熱と加圧
内部の炉が、事前に定義された熱プロファイルに従って部品を加熱し始めます。同時に、アルゴンガスが容器内に送り込まれ、内部圧力が目標レベルまで上昇します。熱と圧力は制御された方法で同時に上昇します。
保持(ソーキング)フェーズ
これは主要な処理フェーズであり、材料が特定の最高温度と圧力で「保持(soak)」されます。この保持時間中に、熱と静水圧の組み合わせにより、内部の空隙の表面が原子レベルで結合するように強制されます。これは「拡散接合(diffusion bonding)」として知られるプロセスです。これが気孔率を除去するものです。
冷却と減圧
保持期間の後、サイクルは制御された冷却フェーズで終了します。一部の高度なHIPユニットでは、加圧急速冷却を実行でき、これは焼入れステップとして機能します。これにより、望ましい微細構造が固定され、HIPの利点と熱処理の利点が単一のサイクルで組み合わされます。
トレードオフと考慮事項の理解
HIPは信じられないほど強力なプロセスですが、万能の解決策ではありません。その限界を理解することは、効果的な適用にとって極めて重要です。
高コストと複雑性
HIPユニットは高度に専門化された高価な装置であり、極限状態に耐えることができる圧力容器が必要です。このプロセスはエネルギー集約的であり、大量のアルゴンガスを消費するため、高価値の部品に限定される高価な工程となります。
長いサイクル時間
前述のように、典型的なHIPサイクルは時間のかかるバッチプロセスです。この長い期間は、他の熱処理方法と比較して重大なボトルネックとなる可能性があるため、生産スケジュールとコストに考慮に入れる必要があります。
表面処理ではない
HIPは内部の欠陥を除去するように設計されています。部品の表面に開いている亀裂や空隙を修復することはできません。加圧されたガスは単に外部から亀裂に入り込み、圧力を均等化し、亀裂が閉じられるのを防ぐからです。
あなたの目標に合った正しい選択をする
HIPの適用は、特定のエンジニアリングニーズによって駆動される意図的な決定であるべきです。
- 鋳造気孔率の除去が主な焦点である場合: HIPは、航空宇宙およびエネルギー用途における重要鋳造部品の密度と疲労寿命を向上させるための業界標準のソリューションです。
- 3Dプリントされた金属部品の改善が主な焦点である場合: HIPは、積層造形に固有の気孔率を除去するための不可欠な後処理ステップであり、部品の強度と信頼性を大幅に向上させます。
- 固体状態での接合の作成が主な焦点である場合: このプロセスは、異種材料の拡散接合や、金属粉末を完全に高密度なニアネットシェイプ部品に固化させるのに非常に効果的です。
結局のところ、HIPプロセスを理解することは、優れた部品を卓越したものに変える製造ステップを指定するための力を与えてくれます。
要約表:
| HIPプロセス工程 | 主な機能 | 結果 |
|---|---|---|
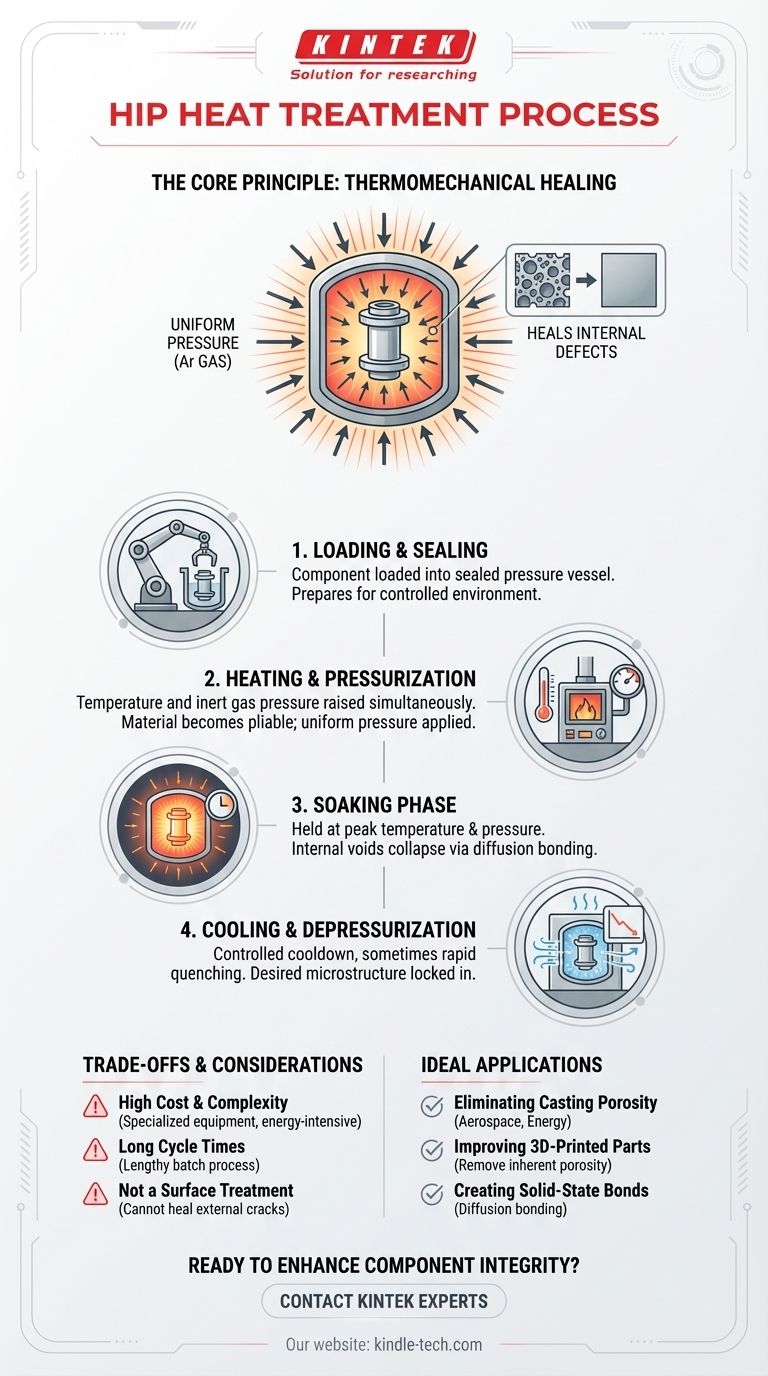
| 装填と密閉 | 部品を密閉された圧力容器に配置する。 | 制御された環境の準備。 |
| 加熱と加圧 | 温度と不活性ガス圧力を同時に上昇させる。 | 材料が展性になり、圧力が均一に加えられる。 |
| 保持(ソーキング)フェーズ | 最高温度と圧力で保持する。 | 拡散接合により内部の空隙が潰れる。 |
| 冷却と減圧 | 制御された冷却、時には急速な焼入れを伴う。 | 望ましい微細構造が固定され、サイクルが完了する。 |
重要な部品の完全性と性能を向上させる準備はできましたか?
KINTEKは、航空宇宙、積層造形、エネルギー分野の研究所の正確なニーズに応える高度な実験装置と消耗品を専門としています。HIPプロセスは、信頼性の高い高価値部品を作成するための基盤です。
HIPがお客様の用途にとって正しい解決策であるかどうかを専門家にご相談ください。 私たちは、気孔率を除去し、優れた材料特性を達成するための技術とサポートを提供します。
今すぐチームに連絡して相談し、KINTEKがお客様の品質と革新の目標をどのようにサポートできるかを発見してください。
ビジュアルガイド
関連製品
- 全固体電池研究用温間等方圧加圧装置(WIP)
- 熱処理・焼結用600T真空誘導熱プレス炉
- ラボ用等方圧プレス金型
- ラボ用加熱プレート付き自動高温加熱油圧プレス機
- コールドアイソスタティックプレス用電気分割ラボコールドアイソスタティックプレスCIP装置

















