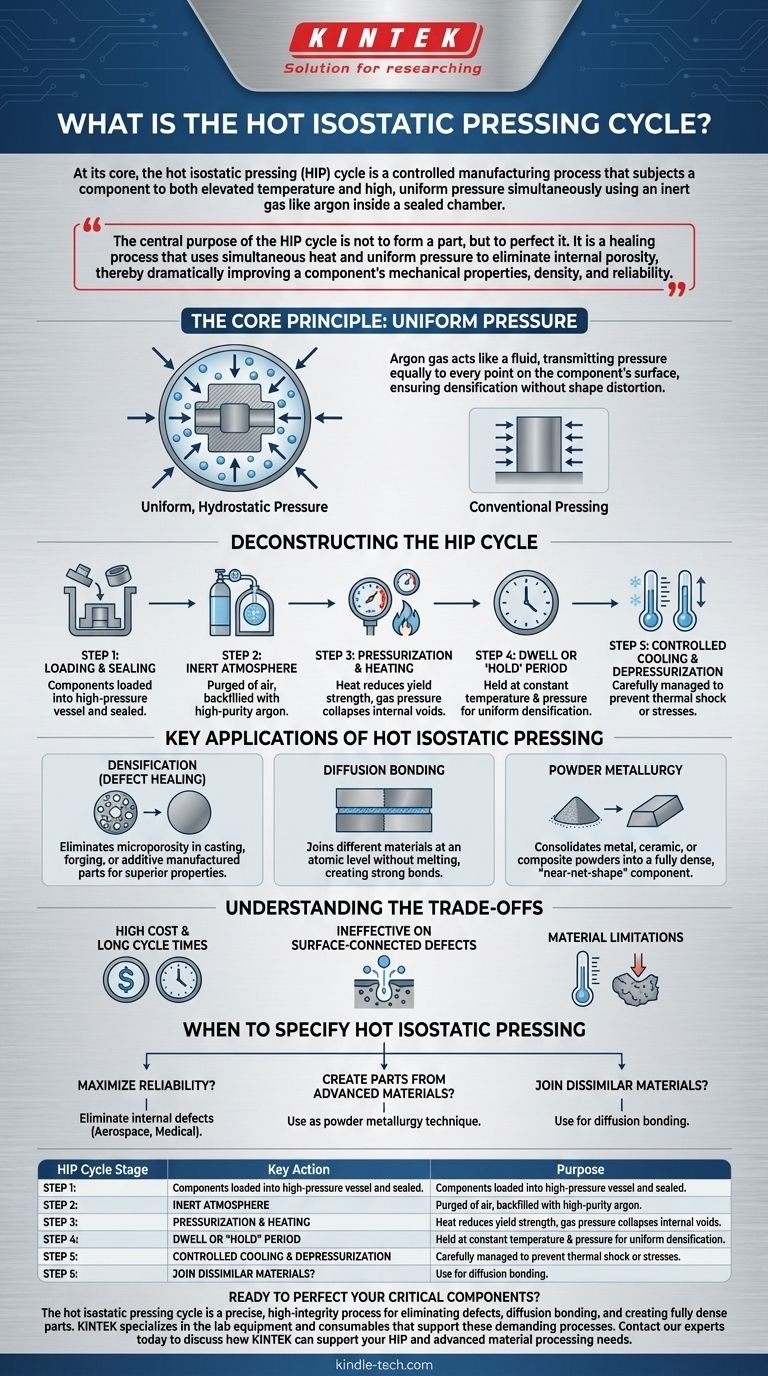
熱間等方圧接(HIP)サイクルの中核は、コンポーネントを高温と高均一圧力の両方に同時にさらす制御された製造プロセスです。密閉チャンバー内で、アルゴンなどの不活性ガスを使用して全方向から圧力を均等にかけ、同時に材料が塑性になる温度まで加熱します。この組み合わせにより、材料内部の空隙、気孔、欠陥が効果的に閉じられ、溶接されます。
HIPサイクルの中心的な目的は部品を成形することではなく、それを完成させることです。これは、熱と均一な圧力を同時に使用して内部の空隙率を除去し、それによってコンポーネントの機械的特性、密度、信頼性を劇的に向上させるための修復プロセスです。
HIPサイクルの分解
このプロセスは、再現性と正確な結果を保証するためにコンピューターによって細心の注意を払って制御されます。パラメータは材料と目的の結果によって異なりますが、基本的な段階は一貫しています。
ステップ1:装填と密閉
コンポーネントはHIP装置の高圧容器に装填されます。部品が所定の位置に配置されたら、密閉された環境を作るために容器が密閉されます。
ステップ2:不活性雰囲気の作成
チャンバーから空気がパージされ、高純度の不活性ガス、ほとんどの場合アルゴンで再充填されます。これにより、高温での材料の酸化や化学反応を防ぎます。
ステップ3:同時加圧と加熱
プロセスの核心は、温度と圧力が制御された方法で上昇するところから始まります。熱は材料の降伏強度を低下させ、材料を柔らかく延性のあるものにし、一方、巨大なガス圧が内部の空隙を押しつぶします。
ステップ4:保持または「ホールド」期間
目標温度と圧力に達すると、特定の期間一定に保たれます。この「保持時間」により、コンポーネント全体で温度が均一になり、完全な緻密化と内部表面の拡散接合が可能になります。
ステップ5:制御された冷却と減圧
保持時間が経過した後、容器は冷却され、圧力が解放されます。この最終段階は、熱衝撃や、すでに緻密化された部品への新たな内部応力の導入を防ぐために慎重に管理されます。

基本原理:均一な圧力
等方圧接の有効性は、均一な静水圧を使用することにあります。アルゴンガスは流体のように作用し、圧力をコンポーネントの表面のすべての点に均等に伝達します。
これは、一方向または二方向から力を加える従来のプレスとは根本的に異なります。全方向からの圧力により、部品の形状を歪ませることなく密度を高め、体積全体にわたって気孔を均一に閉じることができます。
熱間等方圧接の主要な用途
HIPプロセスは、製品の特定のニーズに基づいて選択されます。主に3つの主要な用途に使用されます。
緻密化(欠陥の修復)
これは最も一般的な用途です。HIPは、鋳造、鍛造、または積層造形(3Dプリンティング)で作られたコンポーネントに適用され、微細多孔性を排除します。これにより、標準的な部品が、優れた疲労寿命、強度、靭性を持つ部品に変わります。
拡散接合
HIPは、2つ以上の異なる材料を溶融させることなく原子レベルで接合するために使用できます。熱と圧力により、各表面の原子が互いに拡散し、母材と同じくらい強い接合部が形成されます。
粉末冶金
このプロセスにより、金属、セラミック、または複合材料の粉末を完全に緻密な固体部品に固化させることができます。粉末は柔軟な金型または缶に密閉され、HIPサイクルによって「ニアネットシェイプ」のコンポーネントに圧縮され、均一で微細な結晶構造が得られます。
トレードオフの理解
HIPプロセスは強力ですが、特定の高価値な用途に適している理由となる重要な考慮事項があります。
高コストと長いサイクル時間
HIP装置は多額の設備投資が必要であり、サイクル自体が数時間かかることがあります。これにより、従来の熱処理よりもプロセスが高価になります。
表面に接続された欠陥には効果がない
このプロセスは、内部の空隙を閉じるためにガス圧に依存しています。もし気孔が部品の表面に開いている場合、ガスはその気孔に入り込み内部から加圧するため、気孔が潰れるのを妨げます。
材料の制限
加工される材料は、溶融したり劣化したりすることなく、緻密化に必要な高温に耐えることができなければなりません。そのため、各合金や材料についてプロセスパラメータを慎重に選択する必要があります。
いつ熱間等方圧接を指定すべきか
HIPを使用するという決定は、コンポーネントの最終目標によって導かれるべきです。
- クリティカルコンポーネントの信頼性を最大化することが主な焦点である場合: 航空宇宙や医療用途など、鋳造品や3Dプリント部品の内部欠陥を排除するためにHIPを使用します。
- 先進材料から部品を作成することが主な焦点である場合: 他の方法では加工が難しい特殊合金やセラミックから完全に緻密なコンポーネントを形成するために、粉末冶金技術としてHIPを使用します。
- 弱い溶接部なしで異種材料を接合することが主な焦点である場合: 高い完全性を持つ二金属または金属-セラミックコンポーネントを作成するために、拡散接合にHIPを使用します。
結局のところ、熱間等方圧接は、性能を妥協できない場合に可能な限り最高の材料完全性を達成するための強力なツールです。
要約表:
| HIPサイクル段階 | 主要なアクション | 目的 |
|---|---|---|
| 装填と密閉 | 部品を容器に配置し密閉する | 密閉された環境を作成する |
| 不活性雰囲気 | 空気をパージし、アルゴンで再充填する | 高温での酸化を防ぐ |
| 加圧と加熱 | ガス圧と温度を上昇させる | 材料を延性にし、空隙を押しつぶす |
| 保持期間 | 目標温度と圧力を保持する | 均一な緻密化と接合を保証する |
| 冷却と減圧 | 制御された冷却と圧力解放 | 熱衝撃と新たな応力を防ぐ |
クリティカルコンポーネントを完成させる準備はできましたか?
熱間等方圧接サイクルは、内部欠陥の除去、異種材料の拡散接合、粉末からの完全緻密な部品の作成のための、高精度で高完全性のプロセスです。航空宇宙、医療、先進材料分野の研究所や製造業者にとって、このレベルの性能を達成することは譲れません。
KINTEKは、これらの要求の厳しいプロセスをサポートするラボ機器と消耗品を専門としています。材料の挙動を研究する場合でも、生産をスケールアップする場合でも、当社は必要な信頼性の高いソリューションを提供します。
KINTEKがHIPおよび先進材料加工のニーズをどのようにサポートできるかについて、当社の専門家にご相談ください。
ビジュアルガイド
関連製品
- 全固体電池研究用温間等方圧加圧装置(WIP)
- コールドアイソスタティックプレス用電気分割ラボコールドアイソスタティックプレスCIP装置
- 手動等方圧プレス機 CIPペレットプレス
- ラボ用加熱プレート付き自動高温加熱油圧プレス機
- ラボ用等方圧プレス金型

















