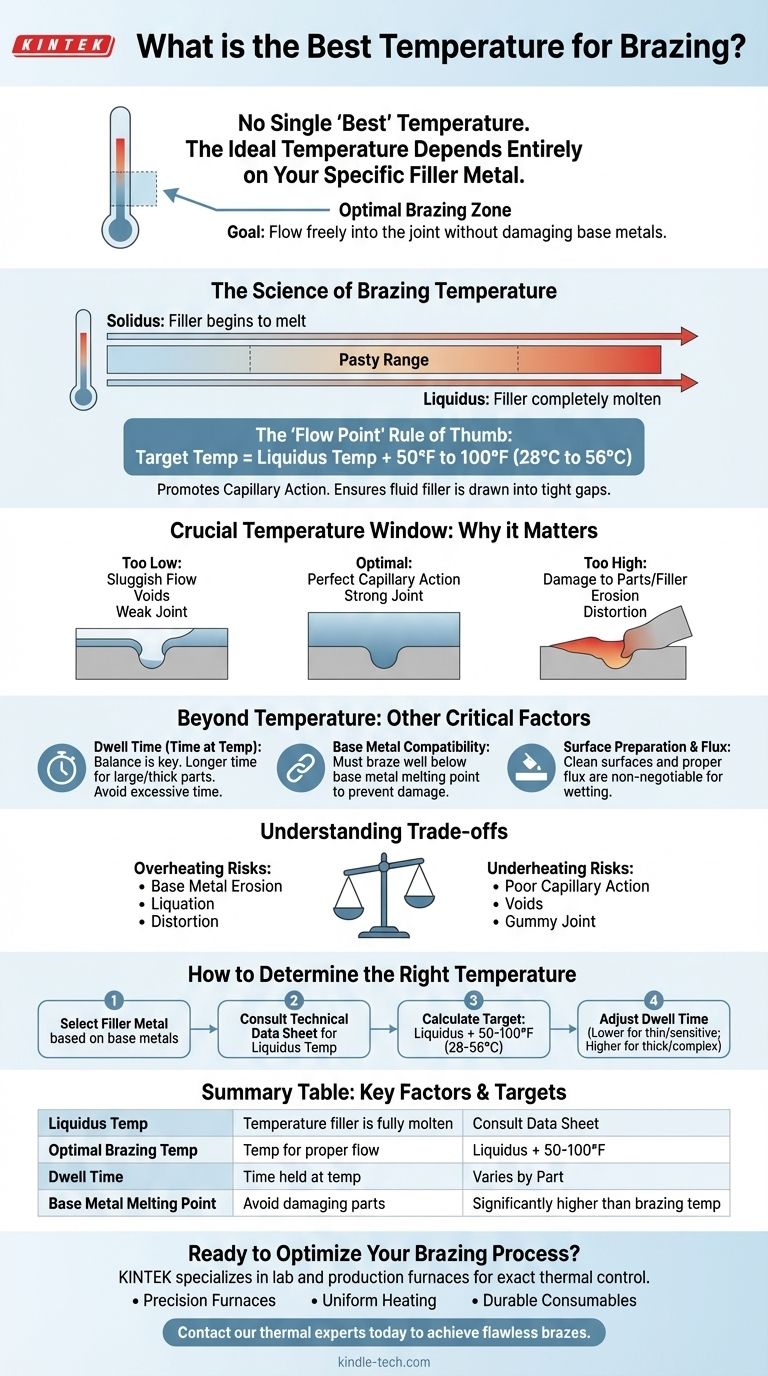
簡単な答えは、ろう付けに「最適な」単一の温度はないということです。理想的な温度は、使用する特定のフィラーメタルによって完全に決まります。フィラー合金を考慮せずに装置を一般的な温度に設定することが、接合失敗の最も一般的な原因です。
ろう付けの基本原理は、接合部をフィラーメタルが完全に液体になる点(その液相線温度)よりわずかに高い温度に加熱することです。これにより、ろう材が毛細管現象によって接合部に流れ込み、接合される母材を損傷することなく確実に充填されます。
ろう付け温度の科学
ろう付けを成功させるには、選択したフィラーメタルの特性を理解する必要があります。メーカーの技術データシートは、作業しなければならない温度が指定されているため、最も重要な情報源となります。
固相線と液相線:重要な温度点
すべてのろう付けフィラーメタルには、2つの重要な温度点があります。
- 固相線(Solidus): フィラー合金が溶け始める温度。
- 液相線(Liquidus): フィラー合金が完全に溶融する温度。
共晶合金など、一部の合金では、固相線温度と液相線温度は同じです。ほとんどの場合、この2つの間に「ペースト状」または「半固体状」の範囲があります。
「流れ点」の経験則
適切なろう付け温度は融点そのものではなく、その点より上の温度です。これにより、ろう材が接合部の狭い隙間に流れ込むのに十分な流動性を持ちます。
一般的に受け入れられている規則として、目標とするろう付け温度は、フィラーメタルの液相線温度より50°F~100°F(28°C~56°C)高く設定する必要があります。
この温度範囲が重要な理由
この特定の範囲は、溶融したろう材を接合部に引き込む力である毛細管現象を促進するために不可欠です。
温度が低すぎる場合(この範囲を下回る場合)、ろう材の動きが鈍くなり、完全に流れ込まず、空隙や弱い接合部が発生します。温度が高すぎると、部品やろう材自体を損傷する危険性があります。
温度以外:その他の重要な要素
適切な温度を達成することは必要ですが、それだけでは不十分です。ろう付けの成功は、いくつかの相互に関連するパラメーターのバランスにかかっています。
保持時間:方程式の後半
時間と温度のバランスは極めて重要です。保持時間(Dwell time)とは、接合部を目標とするろう付け温度に維持する時間のことです。
保持時間を長くすると、大型または肉厚の部品が均一に加熱され、ろう材が接合部に完全に浸透するのを助けます。ただし、高温に長時間さらされすぎると、過度の熱と同じくらい有害になる可能性があります。
母材との適合性
ろう付けの基本的なルールは、プロセスが接合する母材の融点よりも十分に低い温度で行われる必要があるということです。
選択したろう付け温度は、母材を歪ませたり、弱めたり、その他の方法で損傷させたりしてはなりません。これは、特定の用途で溶接ではなくろう付けを選択する主な理由です。
表面処理とフラックスの役割
温度制御が完璧であっても、表面が清浄でなければろう付けは失敗します。酸化物、油分、汚れは、ろう材が表面に濡れ広がり、接合部に流れ込むのを妨げます。
適切な清掃と、加熱中の再酸化を防ぐための適切なろう付けフラックス(または制御雰囲気)の使用は、良好な接合のための譲れない前提条件です。
トレードオフの理解
ろう付けパラメーターの選択は、常に競合する要因のバランスを取ることになります。これらのトレードオフを理解することは、真の専門家の証です。
過熱のリスク
接合部をフィラーの液相線温度よりはるかに高く、または長時間加熱すると、いくつかの問題が発生する可能性があります。
- 母材の浸食: 溶融したろう材が母材を溶解し始め、接合部を弱める可能性があります。
- 液状化(Liquation): 一部の合金では、より融点の低い構成要素が流れ出し、他の部分が固体として残ることで、ろう材の化学組成が変化することがあります。
- 変形: 過度の熱により薄い部品が反る可能性があります。
加熱不足の問題
適切な流れ点温度に達しないことは、より一般的な間違いであり、即座の失敗につながります。
- 毛細管現象の低下: ろう材が粘性が高すぎて接合部に引き込まれません。
- 空隙と不完全な充填: 接合部に隙間ができ、強度が著しく損なわれます。
- 「べたつく」接合部: ろう材が接合部の入口で固まり、浸透しないことがあります。
プロジェクトに最適な温度を決定する方法
毎回正しい温度を使用するために、次の手順に従ってください。まず、接合する母材に基づいてフィラーメタルを選択します。次に、そのフィラーの技術データシートを参照して、液相線温度を見つけます。
- 標準的で強力な接合を最優先する場合: プロセス温度をフィラーメタルの指定された液相線温度より50~100°F(28~56°C)高く設定します。
- 薄い材料や熱に敏感な材料を扱う場合: その範囲の下限(例:液相線 + 50°F)を目標とし、部品の変形を防ぐために保持時間を最小限に抑えます。
- 厚い部品、異種材料、または複雑な部品をろう付けする場合: 範囲の上限(例:液相線 + 100°F)を使用し、接合部全体が均一に加熱されるように保持時間を長くする必要がある場合があります。
単一の数値を求めることから原理を理解することに移行することで、ろう付けプロセス全体を制御できるようになります。
要約表:
| 主要な要素 | 説明 | 目標範囲 |
|---|---|---|
| 液相線温度 | ろう材が完全に溶融する温度。 | フィラーメタルの技術データシートに記載されています。 |
| 最適なろう付け温度 | 適切な流れのために炉を設定する温度。 | 液相線 + 50°F~100°F(28°C~56°C) |
| 保持時間 | ろう付け温度に維持する時間。 | 部品のサイズと複雑さに応じて異なります。 |
| 母材の融点 | 接合部品の損傷を避けるために重要。 | ろう付け温度より大幅に高い必要があります。 |
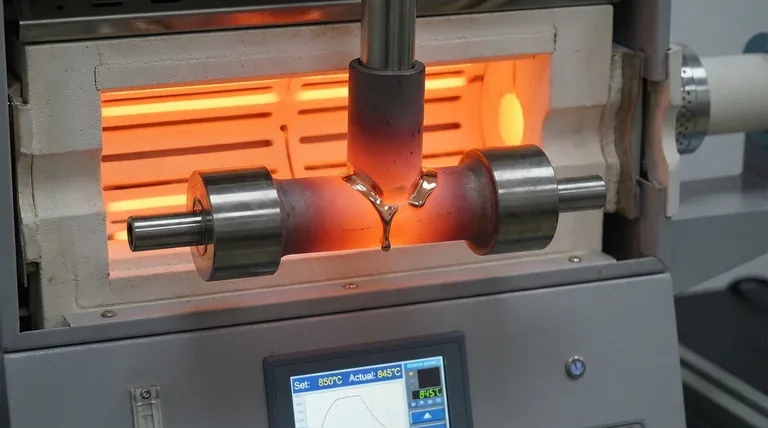
ろう付けプロセスの最適化の準備はできましたか?
適切な温度を選択することは始まりに過ぎません。一貫した高品質のろう付けには、信頼性が高く正確な装置が必要です。KINTEKは、ラボおよび生産用の炉に特化しており、正確な熱制御を実現し、ろう付け作業の再現性と成功を保証します。
私たちは完璧のためのツールを提供します:
- 精密炉: フィラーメタルが必要とする正確な温度を実現し、維持します。
- 均一な加熱: 弱い接合部につながるコールドスポットを排除します。
- 耐久性のある消耗品: 投資を保護するための高品質の治具と断熱材。
推測をやめ、欠陥のないろう付けを実現しましょう。当社の熱専門家に今すぐお問い合わせいただき、お客様のラボまたは生産ニーズに最適な炉ソリューションを見つけてください。
ビジュアルガイド