焼結粉末金属は、微細な金属粉末から固体で、しばしば複雑な金属部品を作成するために使用される材料および製造プロセスです。このプロセスの核となるのは、2つの主要なステップです。まず、粉末を目的の形状に圧縮し、次に、融点以下の高温に加熱することで、個々の粒子が結合して固体の部品を形成します。
粉末冶金の本質は、金属を溶かすことではなく、熱と圧力を使って金属粒子を固体の塊に融合させることです。このアプローチは、複雑な部品を大量生産するための独自の利点をもたらしますが、材料強度と工具投資において明確なトレードオフを伴います。
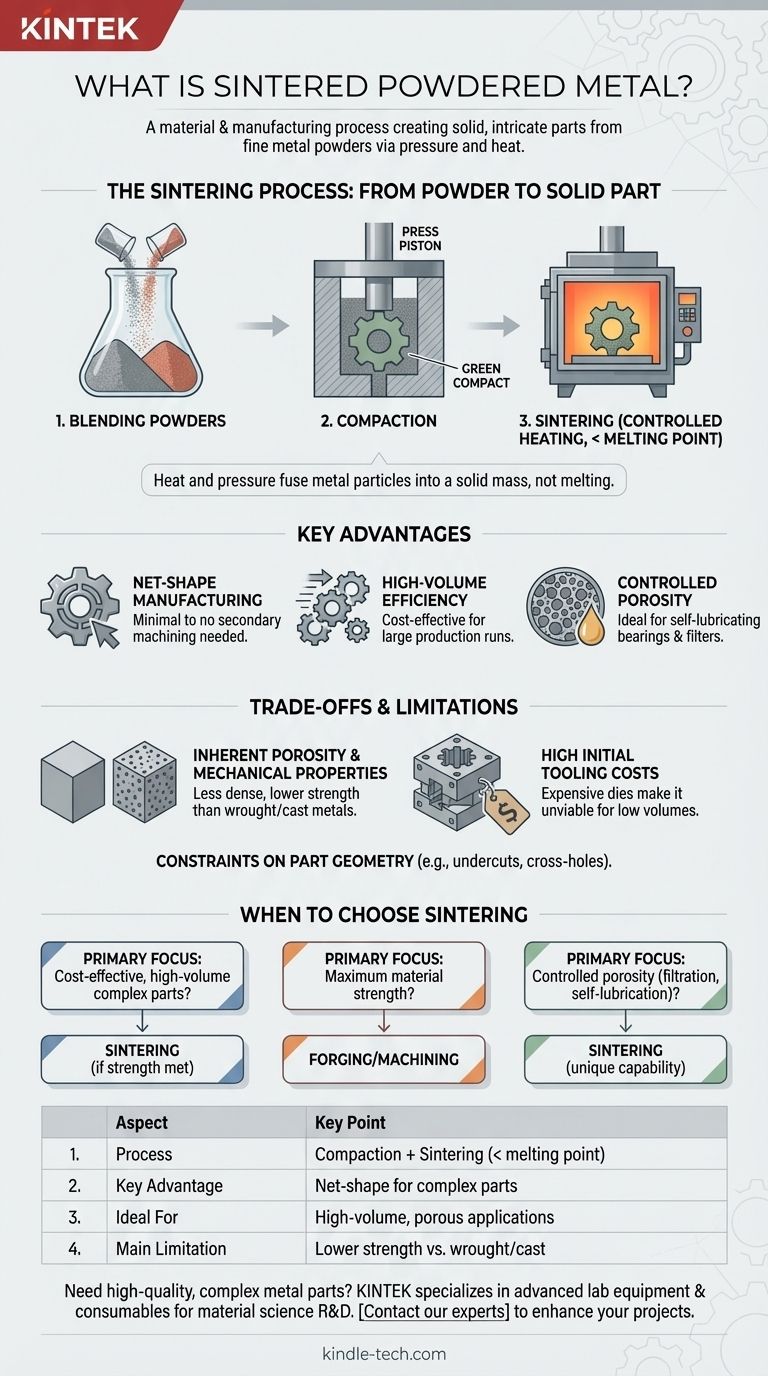
焼結プロセス:粉末から固体部品へ
最終的な材料を理解するには、それがたどる過程を理解する必要があります。このプロセスは、精密な多段階の方法を通じて、緩い粉末を緻密で機能的な部品に変えます。
ステップ1:粉末の混合
プロセスは、固体の金属ブロックからではなく、微細で加工された金属粉末から始まります。これらの粉末は、鉄や銅のような単一の元素であることもあれば、事前に合金化されていることもあります。
重要なことに、この段階で異なる粉末と潤滑剤を正確に混合することができます。これにより、従来の溶解や鋳造では形成が困難または不可能であった独自の複合材料を作成することができます。
ステップ2:「グリーンコンパクト」への圧縮
混合された粉末は、最終部品形状の陰型である硬質な金型キャビティに供給されます。その後、強力なプレスが極度の圧力下で粉末を圧縮します。
このステップにより、グリーンコンパクトとして知られる、もろく、正確な形状の部品が形成されます。これは最終部品の寸法を持っていますが、非常に低い機械的強度しか持たず、固く詰められた砂の城に似ています。
ステップ3:焼結(制御された加熱)
グリーンコンパクトは、焼結段階のために高温炉に移されます。部品は、その融点以下の温度、しばしば1800°F(980°C)以上に加熱されます。
この高温で、原子拡散と呼ばれるプロセスが発生します。個々の粉末粒子の表面にある原子が境界を越えて移動し、粒子を結合させて、もろいコンパクトを固体の金属部品に変えます。このプロセスは、金属の酸化を防ぐために制御された雰囲気(不活性ガスや還元ガスなど)で行われます。

焼結粉末金属の主な利点
エンジニアは、従来の機械加工や鋳造とは異なる、いくつかの明確で強力な理由からこのプロセスを選択します。
ネットシェイプ製造
焼結は、ネットシェイプまたはニアネットシェイプの部品を作成します。つまり、炉から出てきた時点で、最終的な形状またはそれに非常に近い形状になっています。これにより、費用がかかり無駄の多い二次機械加工の必要性が大幅に削減または排除されます。
大量生産効率
初期の工具(金型)が作成されると、プロセスは非常に高速で再現性があります。これにより、歯車、ブッシング、自動車部品などの同一部品を数千または数百万個生産するのに、焼結は非常に費用対効果が高くなります。
制御された多孔性
溶解によって作られる完全に緻密な材料とは異なり、焼結部品は特定のレベルの固有の多孔性を持つように設計できます。この特性は、オイルを含浸させた自己潤滑ベアリングや、多孔性構造を必要とするフィルターなど、特定の用途にとって重要な利点です。
トレードオフと限界の理解
強力である一方で、粉末冶金はすべての問題の解決策ではありません。その利点には、考慮すべき重要なトレードオフが伴います。
固有の多孔性と機械的特性
二次的な緻密化ステップが取られない限り、焼結部品は通常、鍛造または鋳造された部品よりも密度が低くなります。この残留多孔性により、強度が低く脆くなる可能性があり、最大の引張強度や疲労抵抗を必要とする用途での使用が制限されます。
高い初期工具コスト
圧縮に必要な硬化鋼または超硬金型は、複雑で製造に費用がかかります。この高い初期投資により、少量生産や試作にはこのプロセスは経済的に実行不可能になります。
部品形状の制約
金型で粉末をプレスし、グリーンコンパクトを排出する必要があるため、部品設計に制約が生じます。アンダーカット、クロスホール、ネジなどの特徴は、通常、二次機械加工なしでは不可能です。部品サイズも、利用可能なプレスの能力によって制限されます。
プロジェクトに焼結を選択する時期
これらのガイドラインを使用して、粉末冶金がエンジニアリングおよびビジネス目標と一致するかどうかを判断してください。
- 複雑な部品の費用対効果の高い大量生産が主な焦点である場合: 材料が機械的強度要件を満たしている限り、焼結は優れた選択肢です。
- 最大の材料強度と耐衝撃性が主な焦点である場合: 固体ビレットからの鍛造または機械加工は、より高価ですが、おそらくより良い代替手段です。
- ろ過または自己潤滑のための制御された多孔性を持つ部品の作成が主な焦点である場合: 焼結は、他のほとんどの金属加工プロセスでは達成できない独自の機能を提供します。
これらの核心原則を理解することで、特定のエンジニアリング目標に合った適切な製造方法を選択できるようになります。
要約表:
| 側面 | 主要ポイント |
|---|---|
| プロセス | 圧縮 + 融点以下の加熱(焼結) |
| 主な利点 | 複雑な部品のネットシェイプ製造 |
| 理想的な用途 | 大量生産、自己潤滑ベアリング、フィルター |
| 主な限界 | 鍛造/鋳造金属に比べて強度/延性が低い |
高品質で複雑な金属部品を効率的に生産する必要がありますか?
KINTEKでは、材料科学および製造R&D向けの高度な実験装置と消耗品の提供を専門としています。当社の専門知識は、焼結プロセスの開発と最適化をサポートし、お客様の実験室または生産ニーズに合わせた正確で費用対効果の高い結果を達成するお手伝いをします。
KINTEKソリューションがお客様の粉末冶金プロジェクトをどのように強化できるかについて、今すぐ当社の専門家にお問い合わせください。
ビジュアルガイド
関連製品
- 実験室用脱脂・予備焼結用高温マッフル炉
- スパークプラズマ焼結炉 SPS炉
- 2200℃ タングステン真空熱処理・焼結炉
- 真空熱処理・モリブデン線焼結炉(真空焼結用)
- 9MPa空気圧焼結炉(真空熱処理付)



















