ろう付けに最も似ているプロセスは、はんだ付けと溶接です。これら3つはすべて材料を接合するために使用されますが、使用する温度と、接合される母材が溶けるかどうかに基づいて根本的に区別されます。焼なましなどの他の熱処理は、同様の炉設備を使用する場合がありますが、目的は全く異なります。
はんだ付け、ろう付け、溶接の核心的な違いは、単純な原理にあります。溶接は母材を溶かして融合させるのに対し、ろう付けとはんだ付けは、母材を溶かすことなく接着剤として機能する低温のフィラーメタルを使用します。
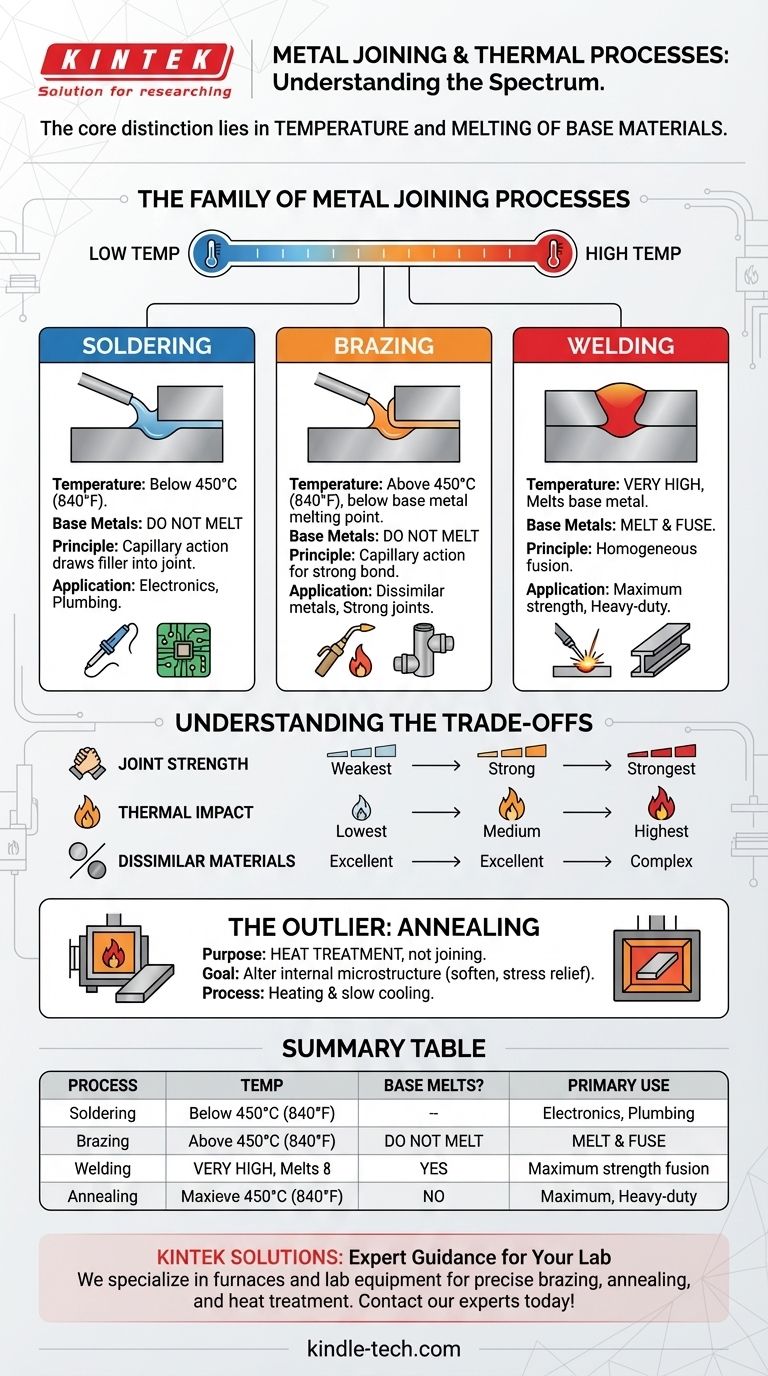
金属接合プロセスのファミリー
ろう付けを理解するには、それを熱接合技術のスペクトラムの一部として見る必要があります。主な違いは熱です。各プロセスは異なる温度範囲を占め、それがその用途と結果を決定します。
はんだ付け:低温接合
はんだ付けは、これら3つの中で最も低温のプロセスです。2つ以上の金属部品を接合するために、フィラーメタル(はんだ)を450°C(840°F)未満の温度で溶かします。
母材は加熱されますが、融点には達しません。溶融したはんだは、毛細管現象によって部品間の接合部に引き込まれ、冷えると固体の接合部を形成します。これは電子部品を接合するための一般的な方法です。
ろう付け:中温接合
ろう付けは中間的な位置を占めます。はんだ付けとまったく同じように機能しますが、より高い温度で、450°C(840°F)より上で溶けるフィラーメタルを使用します。
重要なのは、この温度が依然として母材の融点より低いことです。はんだ付けと同様に、ろう付けも毛細管現象を利用してフィラーメタルを密着した接合部に引き込み、通常はんだ付けされたものよりもはるかに強力な接合部をもたらします。
溶接:高温融合
溶接は最も熱く、最も明確なプロセスです。その目的は、母材自体を溶かし、多くの場合フィラー材を加えて直接融合させることです。
母材が溶融・融合するため、溶接は連続的で均質な接合部を作成します。これにより、通常、可能な限り最強の接続が得られ、実質的に2つの金属片が一体となります。

トレードオフの理解
これらの方法を選択するには、強度、熱的影響、材料適合性において明確なトレードオフが伴います。一方を他方と間違えると、プロジェクトの失敗につながる可能性があります。
接合部の強度と完全性
溶接は母材が融合するため、最も強力な接合部を生み出します。ろう付けは非常に強力な接合部を作成し、多くの場合フィラーメタル自体よりも強力ですが、溶接された接合部よりは弱くなります。はんだ付けは3つの中で最も弱い接合部を生み出し、軽度の用途に適しています。
母材への熱的影響
溶接の激しい熱は、「熱影響部」の母材の機械的特性を変化させる可能性があり、溶接後の熱処理が必要になる場合があります。ろう付けは熱の使用量が少なく、この歪みや影響を最小限に抑えます。はんだ付けは熱的影響が最も少なく、デリケートな電子部品に最適です。
異種材料の接合
ろう付けとはんだ付けは、異種材料(例:銅と鋼)の接合に優れています。母材が溶けないため、適合性の問題は懸念事項ではるかに少なくなります。異種金属の溶接は可能ですが、はるかに複雑な冶金学的課題となります。
その他の熱処理プロセス:焼なましの事例
焼なましなどのプロセスは、ろう付けと同じ制御雰囲気炉を使用する場合がありますが、その目的は全く異なります。
焼なましの目的
焼なましは、接合プロセスではなく熱処理プロセスです。材料を特定の温度に加熱し、その後ゆっくりと冷却することを含みます。目的は部品を接合することではなく、材料の内部微細構造を変化させることであり、通常は材料をより柔らかく、展性があり、脆くなくすることです。
接合と処理
このように考えてください。ろう付け、はんだ付け、溶接は、別々の部品を接続する接着剤やセメントのようなものです。焼なましは、チョコレートや鋼をテンパリングするように、単一の既存の部品の特性を変更することです。
目標に合わせた適切な選択
お客様の用途の要件が、適切なプロセスを決定する必要があります。
- 最大の強度と単一の均質な接合が主な焦点の場合:溶接が決定的な選択肢です。
- 母材を溶かすことなく異種金属や熱に敏感な金属を接合することが主な焦点の場合:ろう付けは、熱歪みが少なく、強力で信頼性の高い接合を提供します。
- 低温でデリケートな電子部品や配管を接合することが主な焦点の場合:はんだ付けは、部品へのリスクを最小限に抑えながら十分な接合を提供します。
- 金属を柔らかくしたり、内部応力を緩和したりすることが主な焦点の場合:材料の特性を変更するには、焼なましが適切な熱処理プロセスです。
結局のところ、温度の役割とそれが母材に与える影響を理解することが、その作業に最適な技術を選択するための鍵となります。
要約表:
| プロセス | 温度範囲 | 母材は溶けるか? | 主な用途 |
|---|---|---|---|
| はんだ付け | 450°C未満(840°F未満) | いいえ | 電子機器、配管、デリケートな接合部 |
| ろう付け | 450°C超(840°F超) | いいえ | 強力な接合部、異種金属、最小限の歪み |
| 溶接 | 非常に高い(母材を溶かす) | はい | 最大の強度、均質な融合 |
| 焼なまし | 材料により異なる | いいえ | 金属の軟化、応力除去(熱処理) |
ろう付けやその他の熱処理プロセス用の実験室用熱処理装置に関する専門的なガイダンスが必要ですか? KINTEKは、ろう付け、焼なまし、その他の熱処理プロセス用の炉および実験装置を専門としています。当社のソリューションは、金属接合および材料科学の用途において、正確な温度制御と信頼性の高い結果を保証します。お客様の研究所の特定のニーズをサポートする方法について、当社の専門家にご相談ください!今すぐ専門家にご連絡ください
ビジュアルガイド