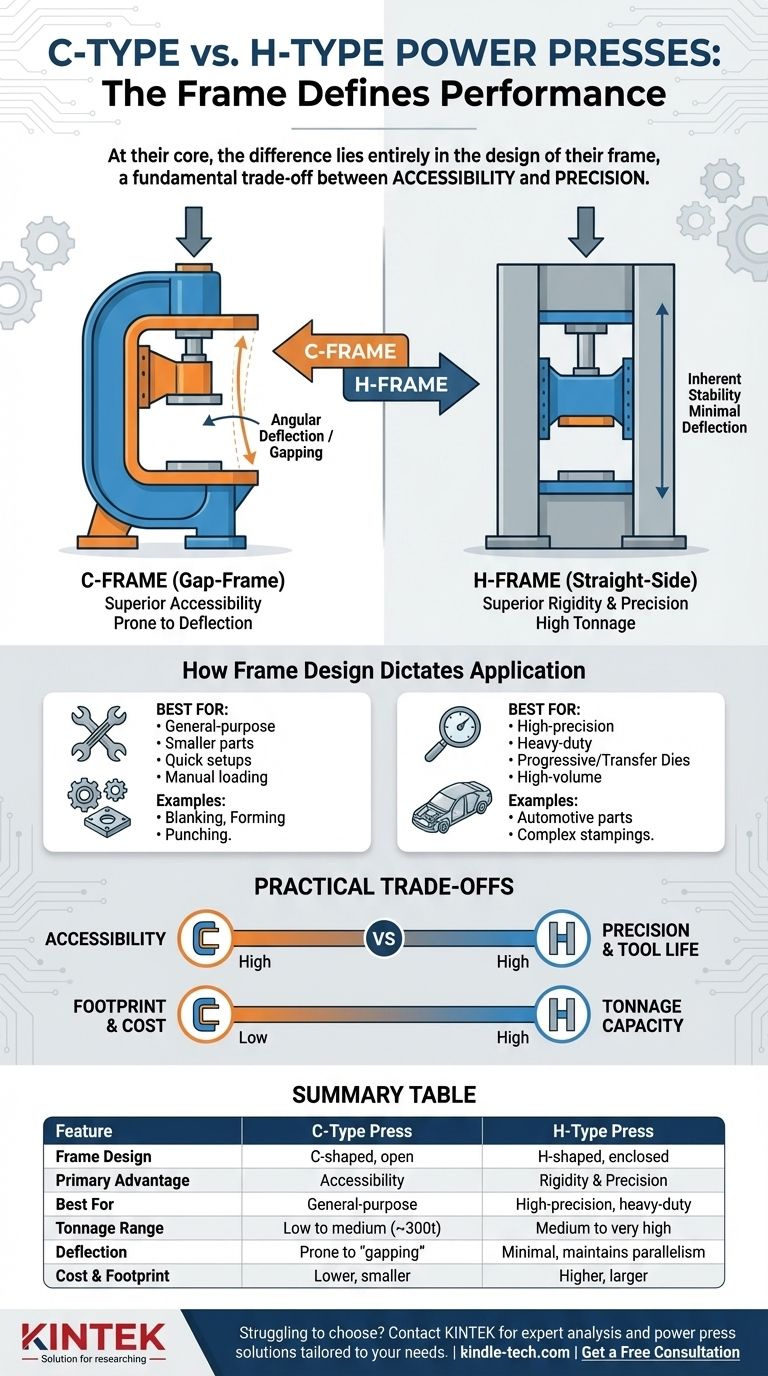
C型とH型パワープレスの違いは、そのフレーム設計に完全にあります。 C型プレスは、Cフレームまたはギャップフレームプレスとも呼ばれ、文字「C」のような形状のフレームを持ち、3方向から開いたアクセスを提供します。対照的に、H型プレスは、Hフレームまたはストレートサイドプレスとも呼ばれ、文字「H」に似た、2本のまっすぐなサイドコラムを持つより堅牢で完全に支持されたフレームを持っています。
CフレームとHフレームプレスの選択は、アクセシビリティと精度の根本的なトレードオフです。Cフレームプレスは、ツーリングや部品の取り扱いにおいて優れたアクセスを提供しますが、Hフレームプレスは、重い負荷の下で優れた剛性と精度を提供します。
決定的な要因:フレームの剛性とたわみ
プレスフレームの形状は、単なる美的選択ではありません。それは、スタンピング作業中に発生する巨大な力に機械がどのように対処するかを決定します。これは、最終部品の精度に直接影響します。
Cフレームプレスにおける「ギャッピング」効果
C字型は、その性質上、開いた「スロート」を持っています。プレスが力を加えると、フレームはわずかにたわむ、または「開く」傾向があります。
角度たわみまたはギャッピングとして知られるこの現象は、ダイの上部と下部の間に位置ずれを引き起こす可能性があります。これはわずかですが、高精度な用途では重要な要因となることがあります。
Hフレーム設計の固有の安定性
Hフレームプレスは、完全な箱のように機能します。スタンピング力は、ベッド、クラウン、および2本の巨大なサイドコラムの間で垂直方向に閉じ込められます。
この閉じた構造は、本質的に剛性が高く、たわみに強いです。これにより、最大トン数下でもラムがベッドと平行に保たれ、複雑な操作には不可欠です。
フレーム設計が用途を決定する方法
2種類のプレスの構造的な違いにより、それぞれ非常に異なる製造作業に適しています。用途のニーズを理解することが、適切な機械を選択する鍵となります。
Cフレームプレスを選択する場合
Cフレームの主な利点は、そのアクセシビリティです。前面と両側からの開いたアクセスにより、手動での部品の装填、迅速な金型交換、および側面からの材料供給に最適です。
これらのプレスは、極端な精度が主な懸念事項ではない、ブランキング、成形、小さな部品のパンチングなどの汎用的な単一ステーション操作に優れています。
Hフレームプレスを選択する場合
Hフレームの優れた剛性により、高精度用途の標準となっています。大型、重い、または複雑なプログレッシブダイやトランスファーダイの実行に好まれる選択肢です。
Hフレームはたわみを最小限に抑えるため、より一貫性のある部品を製造し、不均一な摩耗を防ぐことで高価なツーリングの寿命を大幅に延ばします。自動車産業などで見られるような、大量生産や重トン数の用途に不可欠です。
実用的なトレードオフを理解する
プレス機の選択には、性能要件と、コストや設置面積などの実用的な制約とのバランスを取ることが含まれます。
アクセシビリティ vs. 工具寿命
Cフレームの優れたアクセス性は、コストを伴う場合があります。荷重がダイの中心に完全に配置されていない場合、ギャッピング効果が増幅され、ダイの不均一な摩耗と工具寿命の短縮につながります。
Hフレームの制限されたアクセス(通常は前面と背面のみ)は、セットアップに時間がかかる可能性がありますが、その安定性は何百万サイクルにもわたってツーリングへの投資を保護します。
設置面積とコスト
同じトン数であれば、Cフレームプレスは一般的にHフレームプレスよりも安価で、設置面積も小さくなります。これにより、小規模な工場や小規模生産にとって経済的な選択肢となります。
Hフレームプレスは、より大きな設備投資であり、そのかなりの重量を支えるためにより広い設置面積とより堅牢な基礎が必要です。
トン数の制限
Cフレームプレスは、通常約300トンまでの低から中程度のトン数範囲で最も一般的です。これを超えると、フレームのたわみを管理することは非現実的になります。
事実上すべての高トン数用途は、巨大な力を安全かつ正確に処理するために、Hフレーム設計の構造的完全性に依存しています。
目標に合った適切な選択をする
あなたの特定の用途が適切なプレス機を決定します。決定は、優先順位の明確な評価にかかっています。
- 汎用性と小さな部品の迅速なセットアップが主な焦点である場合: Cフレームプレスが最も実用的で費用対効果の高い選択肢です。
- 高精度スタンピングまたは大型プログレッシブダイの実行が主な焦点である場合: 部品の品質を確保し、工具寿命を最大化するためには、Hフレームプレスの剛性と安定性が不可欠です。
- 非常に高いトン数要件を扱っている場合: あなたの用途は、ほぼ確実にHフレームプレスの構造的完全性を必要とします。
フレーム設計におけるこの核心的な区別を理解することが、製造ニーズに合った適切な機械を選択するための最初で最も重要なステップです。
まとめ表:
| 特徴 | C型プレス(ギャップフレーム) | H型プレス(ストレートサイド) |
|---|---|---|
| フレーム設計 | C字型、3方向開放 | H字型、完全に囲まれた箱型構造 |
| 主な利点 | ツーリング/部品への優れたアクセス性 | 優れた剛性と精度 |
| 最適用途 | 汎用スタンピング、小型部品、迅速なセットアップ | 高精度、重荷重、プログレッシブダイ用途 |
| 一般的なトン数範囲 | 低〜中(〜300トンまで) | 中〜非常に高 |
| たわみ | 荷重下で角度たわみ(「ギャッピング」)を起こしやすい | たわみが最小限、ラムの平行度を維持 |
| コストと設置面積 | 低コスト、小設置面積 | 高コスト、大設置面積 |
生産ラインに最適なプレス機の選択にお困りですか? CフレームプレスとHフレームプレスの選択は、品質、精度、生産量の目標達成にとって極めて重要です。KINTEKでは、お客様の特定のニーズに合わせた堅牢な実験室および産業用機器、パワープレスを提供することに特化しています。当社の専門家がお客様の用途を分析し、効率を最大化し、ツーリングへの投資を保護する機械を選択できるようお手伝いします。
要件について話し合い、お客様の実験室または製造施設に最適なプレスソリューションを見つけるために、今すぐお問い合わせください。
ビジュアルガイド
関連製品
- 単発式電気錠剤プレス機 実験用粉末打錠機 TDP打錠機
- 単打式電動錠剤圧縮機 TDP 錠剤打錠機
- 真空ボックスラボ用加熱プレート付き加熱油圧プレス機
- ラボ用加熱プレート付き自動高温加熱油圧プレス機
- 全固体電池研究用温間等方圧加圧装置(WIP)

















