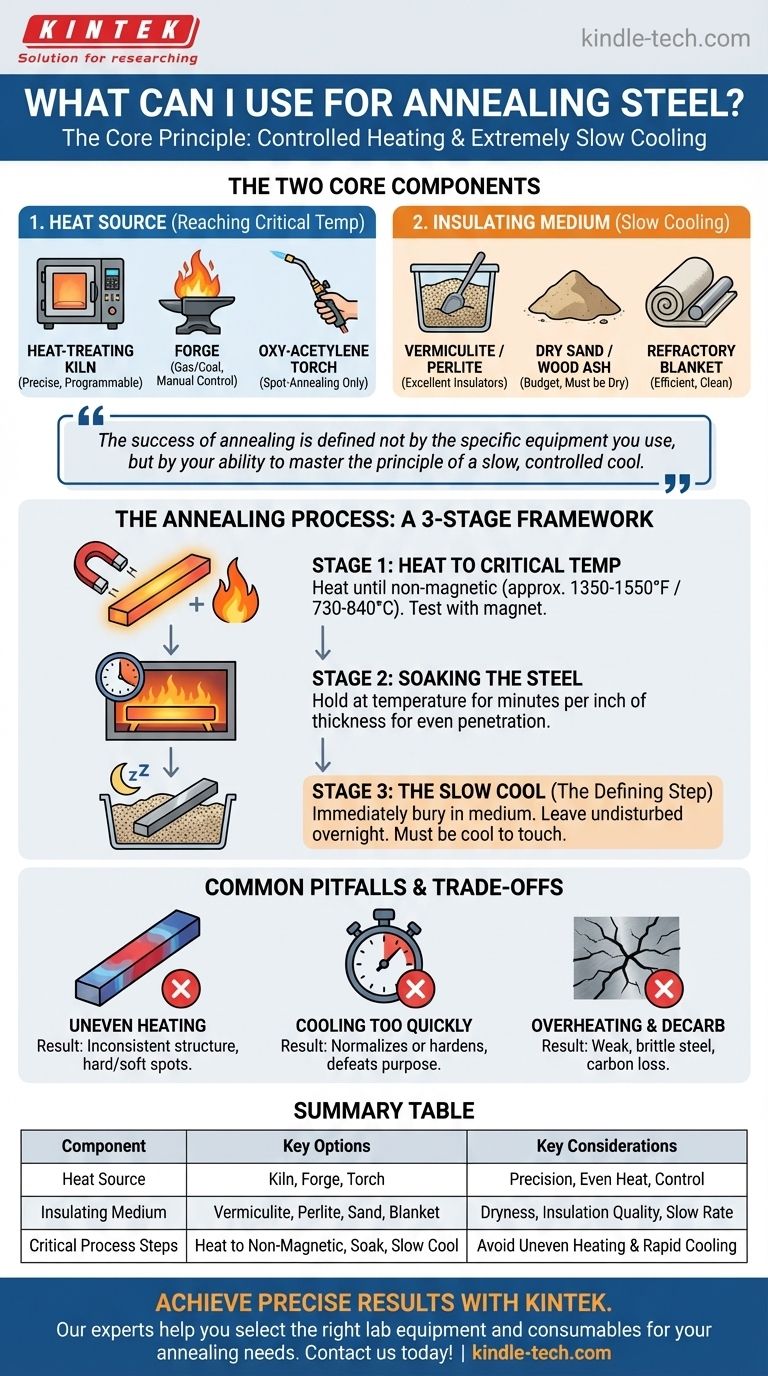
鋼の焼きなましには、主に2つの要素が必要です。鋼の臨界温度に達することができる熱源と、鋼が可能な限りゆっくりと冷却されることを保証する断熱材です。具体的なツールは、プロ仕様の窯から愛好家が使用するよりシンプルな設定までさまざまですが、制御された加熱と極めて遅い冷却という核心的な原則は変わりません。
焼きなましの成功は、使用する特定の機器ではなく、ゆっくりと制御された冷却の原則を習得できるかどうかによって決まります。ツールは、プロセスの目標である柔らかく応力緩和された状態を達成するための単なる手段にすぎません。
焼きなまし設定の2つの主要コンポーネント
焼きなましは、制御された加熱と冷却のプロセスです。したがって、設定は両方の段階を効果的に管理できる必要があります。
熱源の選択
目標は、鋼全体を特定の温度(オーステナイト化または「臨界」温度)まで加熱し、均一にその温度を維持することです。
- 熱処理炉または窯:これは理想的で最も正確な方法です。プログラム可能な窯を使用すると、正確な温度を設定し、特定の時間保持できるため、完璧な均熱が保証されます。
- 鍛造炉(ガスまたは石炭):鍛冶屋が一般的に使用する鍛造炉は、必要な温度に簡単に到達できます。主な課題は、ワークピース全体に均一な熱を維持し、過熱を避けることです。
- 酸素アセチレン溶接トーチ:この方法は、より大きな部品の小さな部分の局部焼きなましにのみ適しています。トーチでブレードや工具全体を焼きなますのに必要な均一な加熱を達成することは非常に困難です。
ゆっくりと冷却するための断熱材の選択
これは、おそらくプロセスの最も重要な部分です。目標は、熱を閉じ込め、鋼が何時間もかけて冷却されるように強制し、内部の結晶構造が再配列して軟化するようにすることです。
- バーミキュライト:軽量で粒状の鉱物で、優れた断熱材です。熱い鋼をバーミキュライトの大きな容器に埋めるのは、非常に一般的で効果的な方法です。
- パーライト:バーミキュライトと同様に、この火山ガラスも優れた断熱材であり、同じように機能します。
- 乾燥砂または木灰:これらはより入手しやすく、予算に優しい選択肢です。完全に乾燥していることが重要です。水分があると熱を急速に奪い、焼きなましを台無しにしてしまいます。
- 耐火ブランケット(カオウール):高性能のセラミックファイバーブランケットで、熱い鋼にしっかりと巻き付けることができます。これは、冷却速度を制御するための非常にクリーンで効率的な方法です。

焼きなましプロセス:段階的なフレームワーク
ツールを知っているだけでは半分にすぎません。プロセスを理解することが、成功する結果を保証します。
ステージ1:臨界温度への加熱
鋼が非磁性状態、つまりオーステナイト化温度(合金によって異なりますが、通常1350-1550°Fまたは730-840°C)に達するまで加熱する必要があります。
シンプルで効果的なテストは、磁石を使用することです。鋼を加熱しながら、長い柄の磁石で定期的に触れます。鋼が磁石を引きつけなくなったら、適切な温度に達しています。「鈍いチェリーレッド」などの色に頼るのは、精度が低くなります。
ステージ2:鋼の均熱
温度に達したら、鋼をその温度に保持して「均熱」する必要があります。これにより、熱が完全に浸透し、内部構造が完全に変態したことが保証されます。一般的な目安は、厚さ1インチあたり数分間均熱することです。
ステージ3:ゆっくりとした冷却(決定的なステップ)
熱い鋼を熱源から断熱材にすぐに移します。完全に埋め込み、すべての側面から少なくとも数インチの断熱材があることを確認します。
容器を何時間も、できれば一晩 undisturbed のままにしておきます。鋼は触っても冷たい状態になってから取り出す必要があります。これを早めようとすると、プロセスが損なわれます。
トレードオフと一般的な落とし穴を理解する
焼きなましにおける間違いはよくあることであり、ほとんどの場合、温度制御に関連しています。
不均一な加熱
鋼の一部が他の部分よりも熱くなると、不均一な構造になり、硬い部分と柔らかい部分が混在します。これは、注意深い技術なしで鍛造炉やトーチを使用する場合の重大なリスクです。
冷却が速すぎる
これが最も一般的な失敗です。断熱材から鋼を早めに取り出したり、湿った媒体(湿った砂など)を使用したりすると、冷却が速すぎます。これは鋼を焼きなますことにはなりません。正規化したり、部分的に硬化させたりする可能性があり、全体の目的を台無しにします。
過熱と脱炭
鋼を臨界温度をはるかに超えて加熱すると、結晶粒構造が過度に成長し、鋼が弱く脆くなる可能性があります。また、「脱炭」のリスクもあり、表面から炭素が燃焼し、後で再硬化させる必要がある工具にとっては有害です。
目標に合った適切な選択をする
機器の選択は、プロジェクトのニーズと利用可能なリソースに合わせる必要があります。
- 工具製造で最高の精度を重視する場合:温度制御された窯と、バーミキュライトまたはパーライトの大きな容器が最良の投資です。
- 鍛冶屋または鍛造炉を持つ愛好家の場合:均一な加熱を達成することに重点を置き、すぐに大きな乾燥した砂または灰の容器に部品を埋めます。
- 穴あけややすりがけのために小さな領域を軟化させる必要がある場合:酸素アセチレン溶接トーチを使用できますが、注意深く熱を集中させ、可能であれば、冷却を遅くするためにその領域を耐火ブランケットで包みます。
ゆっくりと制御された冷却を習得することが、焼きなましを成功させる真の鍵です。
要約表:
| コンポーネント | 主な選択肢 | 主な考慮事項 |
|---|---|---|
| 熱源 | 熱処理窯、鍛造炉、酸素アセチレン溶接トーチ | 精度、均一な加熱、温度制御 |
| 断熱材 | バーミキュライト、パーライト、乾燥砂、耐火ブランケット | 乾燥度、断熱品質、遅い冷却速度 |
| 重要なプロセスステップ | 非磁性状態まで加熱、均熱、一晩かけてゆっくり冷却 | 不均一な加熱と急速な冷却を避ける |
研究室や作業場で、正確で応力のない焼きなまし結果を達成しましょう。KINTEKは、信頼性の高い熱源や断熱材など、高品質な実験機器や消耗品を専門としており、鋼の処理ニーズに最適です。当社の専門家が、重要なゆっくり冷却プロセスを習得するための適切なツールを選択するお手伝いをします。今すぐお問い合わせください。焼きなまし能力を向上させましょう!
ビジュアルガイド
関連製品
- 活性炭再生用小型電気ロータリーキルン(回転炉)
- 電気ロータリーキルン小型ロータリー炉バイオマス熱分解プラント
- 電気ロータリーキルン連続稼働小型ロータリー炉加熱熱分解プラント
- 電気ロータリーキルン熱分解炉プラントマシンカルサイナー小型ロータリーキルン回転炉
- 歯科用ポーセレンジルコニア焼結セラミック真空プレス炉










