要するに、真空焼入れは、処理後にクリーンで光沢のある表面仕上げを必要とする高合金鋼に主に使用されます。これには、工具鋼、高速度鋼、ステンレス鋼、特定の特殊エンジニアリング合金など、幅広い材料が含まれます。表面の酸化と歪みを最小限に抑えることが、望ましい硬度を達成することと同じくらい重要である場合に、このプロセスが選択されます。
材料が真空焼入れに適しているかどうかは、焼入れが可能かどうかだけでなく、その合金含有量が、真空炉に固有の遅いガス焼入れプロセス中に完全に焼入れできるかどうかによって決まります。これにより、高性能で寸法的に重要な部品に特化した方法となります。
材料が真空焼入れに適しているのはなぜですか?
真空焼入れの有効性は、材料の特性と真空炉の独自の環境との相互作用によって決まります。これは、すべての鋼材に対する普遍的な解決策ではありません。
「焼入れ性」の重要な役割
焼入れ性とは、鋼がその断面の深部まで硬度を達成する能力の尺度です。これは、達成可能な最大硬度と同じではありません。
クロム、モリブデン、バナジウムなどの高合金含有鋼は、高い焼入れ性を持っています。これらの元素は、冷却中の内部変態を遅らせ、より穏やかな焼入れであっても、材料が硬いマルテンサイト組織を形成することを可能にします。
ガス焼入れプロセス
真空炉は、酸化を防ぐために空気を除去し、その後、高圧の窒素などの不活性ガスを炉内に再充填することで、加熱された部品を冷却します。
このガス焼入れは、油や水による従来の液体焼入れよりも著しく遅いです。したがって、高い焼入れ性を持つ材料のみが適切に反応し、その厚さ全体にわたって焼入れされます。
優れた表面完全性の必要性
真空焼入れを選択する主な理由は、クリーンで光沢のある、酸化されていない表面を持つ部品を製造することです。真空環境は、スケールの形成を防ぎ、脱炭(表面からの炭素の損失)のリスクを排除します。
これにより、後処理の研削やクリーニングが高価になるか、寸法精度を損なう可能性のある完成部品、精密工具、金型に最適です。

真空焼入れの主要な材料カテゴリ
焼入れ性と表面完全性の原則に基づいて、いくつかの鋼種がこのプロセスに優れた候補となります。
工具鋼(熱間加工用および冷間加工用)
これらは真空焼入れに最も一般的な材料です。その高い合金含有量は、必要な焼入れ性と耐摩耗性を与えます。
一般的な例としては、切削工具、プレス金型、鍛造工具に使用される熱間加工用鋼(H13)、冷間加工用鋼(A2、D2)、および高速度鋼(M2、T1)があります。
高合金ステンレス鋼
焼入れ用に設計されたマルテンサイト系ステンレス鋼は、真空中で頻繁に処理されます。このプロセスは、必要な硬度を達成しながら、光沢のある耐食性表面を維持します。
440C、420、17-4 PHなどの材料は、工業用ナイフから航空宇宙部品まで、幅広い用途で一般的な候補です。
特殊エンジニアリング鋼
十分な合金含有量があれば、他の合金鋼も真空焼入れが可能です。これには以下が含まれます。
- 軸受鋼
- 高合金添加の焼入れ焼戻し鋼
- 特定の鋳鉄合金
その適合性を確認するために、特定のグレードとその焼入れ性曲線は常にレビューされる必要があります。
トレードオフと限界の理解
真空焼入れは強力なツールですが、すべての用途に適しているわけではありません。その限界を理解することは、適切なエンジニアリング上の決定を下す上で重要です。
低合金鋼および普通炭素鋼には不適
1018や1045のような鋼は、焼入れ性が非常に低いです。これらは、焼入れするために非常に急速な焼入れ(通常は水または塩水)を必要とします。
真空炉の遅いガス焼入れでは、これらの材料を焼入れするには不十分であり、機械的特性の劣る軟らかい部品になります。
コストとサイクル時間の考慮事項
真空炉装置は複雑で、運用コストがかかります。深い真空への排気、正確な加熱および冷却段階を含むサイクルは、従来の雰囲気炉サイクルよりも一般的に長くなります。
このため、部品あたりのプロセスコストが高くなり、清浄度と低歪みの利点が費用を正当化する部品に通常予約されています。
断面厚さの制限
高い焼入れ性を持つ鋼であっても、ガス焼入れで完全に焼入れできる厚さには限界があります。非常に厚い断面では、高圧ガスを使用しても、その中心部が十分に冷却されない場合があります。
非常に大きな部品の場合、必要な全硬度を達成するためには、より強力な液体焼入れが必要になることがあります。
用途に合った適切な選択をする
適切な焼入れプロセスを選択することは、材料と性能の目標に完全に依存します。
- 高精度工具や金型が主な焦点である場合:D2、A2、H13などの工具鋼の寸法安定性と表面仕上げを維持するために、真空焼入れが理想的です。
- 表面が重要なステンレス部品が主な焦点である場合:このプロセスは、二次仕上げなしで硬く、かつ外観的に完璧である必要があるマルテンサイト系ステンレス鋼の焼入れに最適です。
- 低コストの低合金鋼の焼入れが主な焦点である場合:真空焼入れはこれらの材料には技術的に不適であるため、従来の雰囲気炉焼入れと液体焼入れを使用する必要があります。
最終的に、最終部品の精度と完全性がその硬度と同じくらい重要である場合に、真空焼入れを選択すべきです。
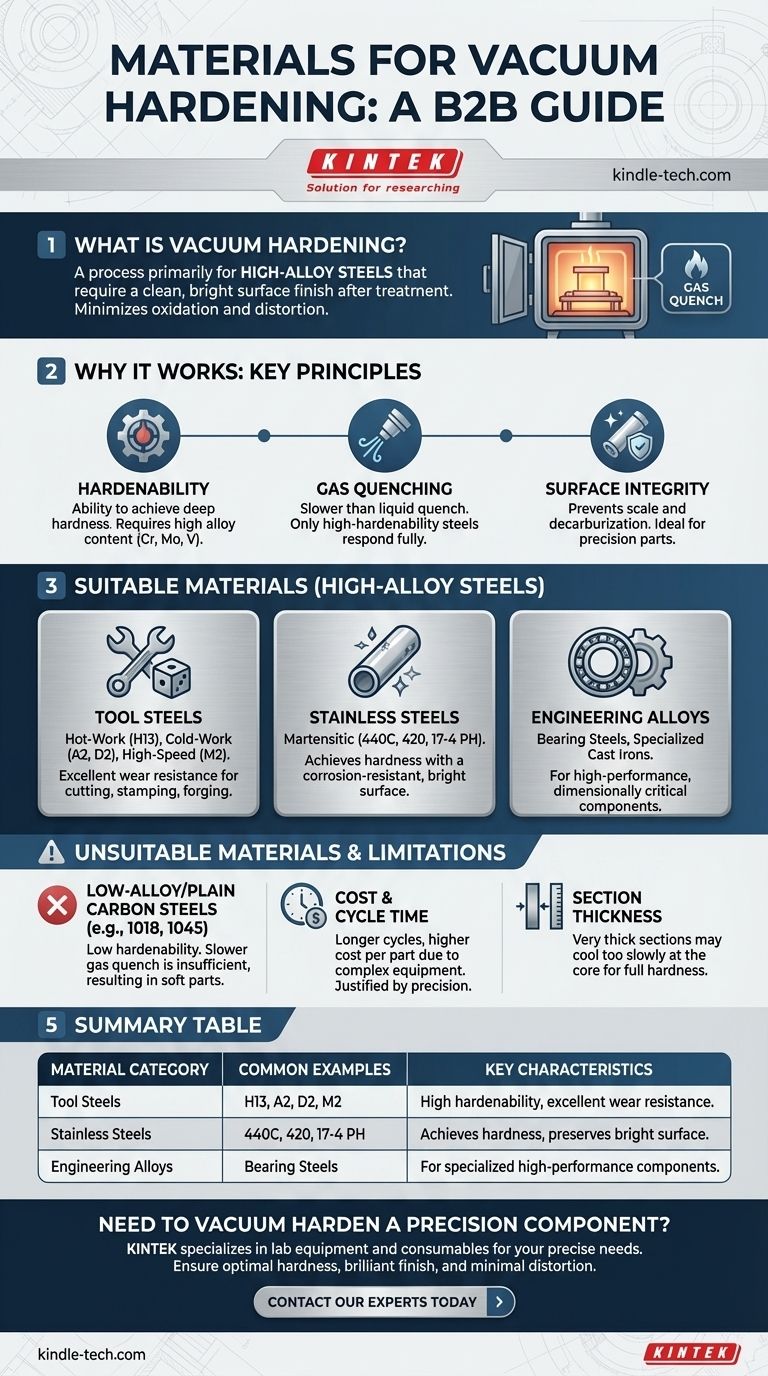
要約表:
| 材料カテゴリ | 一般的な例 | 主な特徴 |
|---|---|---|
| 工具鋼 | H13、A2、D2、M2 | 高い焼入れ性、工具や金型に優れた耐摩耗性。 |
| ステンレス鋼 | 440C、420、17-4 PH | 耐食性のある光沢表面を維持しながら硬度を達成。 |
| エンジニアリング合金 | 軸受鋼、高合金鋳鉄 | 高性能を必要とする特殊部品に使用。 |
精密部品の真空焼入れが必要ですか?
KINTEKは、研究室および製造施設の精密なニーズに応えるラボ機器と消耗品を専門としています。当社の専門知識により、お客様の高合金鋼部品は最適な硬度、優れた表面仕上げ、最小限の歪みを達成します。
当社のソリューションがお客様の重要な工具や部品の性能と寿命をどのように向上させることができるかについて、今すぐ当社の専門家にお問い合わせください。
ビジュアルガイド