基本的に、誘導加熱は電源の特性、インダクタの設計、および加熱される材料の物理的特性の相互作用によって支配されます。主要な要因は、交流の周波数と電力、誘導コイルの形状と近接性、そして材料の抵抗率、透磁率、物理的サイズです。
誘導加熱の有効性は、単一の要因ではなく、完全なシステムの正確な調整にかかっています。結果を制御する能力は、電源、誘導コイル、ワークピースがどのように相互作用して、必要な場所とタイミングで正確に熱を発生させるかを理解することにかかっています。
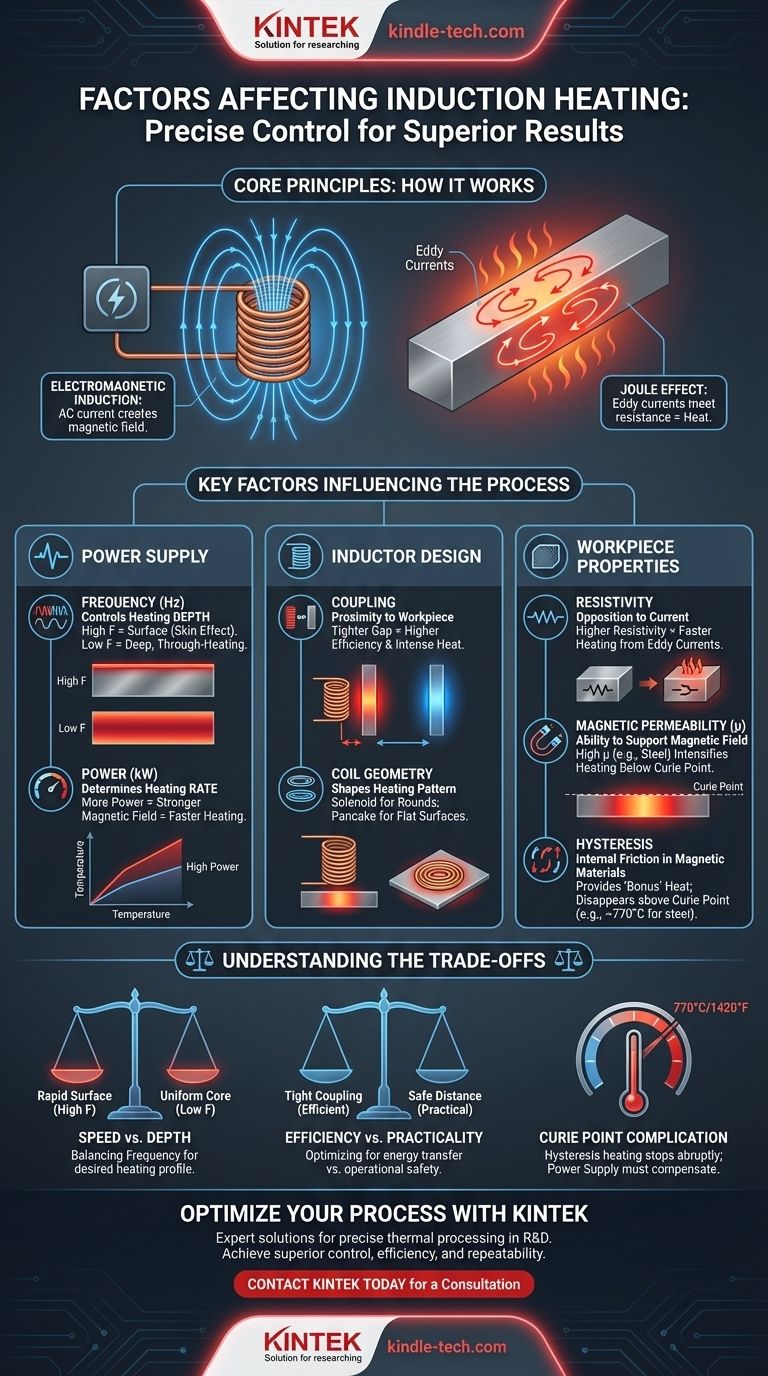
基本原理:誘導加熱の仕組み
プロセスを制御するには、まず作用している基本的な物理学を理解する必要があります。誘導加熱は、連続して機能する2つの現象に基づいて構築されています。
電磁誘導
誘導システムの電源は、高周波交流(AC)をインダクタとして知られる銅コイルに通します。このAC電流は、コイルの周りに強力で急速に変化する磁場を生成します。
この磁場内に導電性のワークピースを置くと、磁場はその部品内に循環する電流を誘導します。これらは渦電流と呼ばれます。
ジュール熱効果
これらの渦電流が材料内を流れるとき、電気抵抗に遭遇します。この抵抗が電流の電気エネルギーを熱エネルギー、つまり熱に変換します。これはジュール熱効果として知られており、すべての誘導プロセスにおける主要な熱源です。

プロセスに影響を与える主要な要因
誘導加熱をマスターするには、これらの基本原理に影響を与える変数を理解し、操作する必要があります。これらの要因は、制御する機器と加熱する部品の特性に分類できます。
電源:周波数と電力
電源は主要な制御パネルです。最も重要な2つの設定は、周波数と電力です。
- 周波数は加熱の深さを決定します。より高い周波数は、渦電流を表面近くの薄い層に流すことになり、これは表皮効果として知られる現象です。より低い周波数は材料の奥深くまで浸透し、より均一な全体加熱を可能にします。
- 電力(キロワットで測定)は加熱の速度を決定します。電力を増加させると磁場の大きさが大きくなり、より強い渦電流が誘導され、熱がより速く発生します。
インダクタの設計:熱の形状
インダクタコイルは単なる導体ではなく、磁場を形成しエネルギーを集中させるツールです。
- 結合(カップリング)とは、コイルとワークピースの近接性を指します。ギャップが小さい(結合がタイト)ほど、エネルギー伝達が効率的になり、加熱がより強力になります。
- コイルの形状は加熱パターンを決定します。単純なソレノイドコイルは丸棒の外径を加熱しますが、「パンケーキ」コイルは平らな表面を加熱できます。コイルの設計は、熱を必要な場所に正確に集中させるために重要です。
ワークピースの特性:材料の応答
ワークピース自体は加熱プロセスにおける能動的な参加者です。その固有の特性が、どれだけ効率的に加熱されるかを決定します。
- 抵抗率は、材料が電気抵抗にどれだけ抵抗するかを示す尺度です。抵抗率が高い材料は、同じ量の渦電流からより多くの熱を発生し、より速く加熱されます。
- 透磁率は、材料が磁場を支持する能力です。鉄や鋼などの磁性材料は高い透磁率を持ち、特定の温度(キュリー点)以下では加熱プロセスを大幅に強化します。
- ヒステリシス加熱は、磁性材料でのみ発生する二次的な効果です。磁場の急速な反転により、材料の磁区が整列しようとする際に内部摩擦が発生し、追加の熱が発生します。この効果は「ボーナス」の加熱ブーストを提供しますが、材料がキュリー点を超えて非磁性になると消滅します。
トレードオフの理解
誘導プロセスを最適化するには、常に競合する要因のバランスを取る必要があります。これらのトレードオフを理解することが、一般的な落とし穴を避けるための鍵となります。
速度 対 深さ
周波数の選択は古典的なトレードオフです。高周波は非常に速い表面加熱を提供し、表面硬化に最適です。しかし、厚い部品の芯部を効果的に加熱することはできません。そのためには、熱が内部に伝導するのに十分な時間を確保するために、より低い周波数とより長い加熱時間が必要です。
効率 対 実用性
最もエネルギー効率の高いセットアップは、コイルを部品のできるだけ近くに配置する、非常にタイトな結合を伴います。しかし、これは自動化された生産ラインで達成するのが難しく、部品とコイルの接触による損傷を引き起こす短絡のリスクを高めます。
キュリー点の複雑さ
磁性鋼を加熱する場合、ヒステリシスによる急速な加熱は、材料の温度がキュリー点(約770°C / 1420°F)を超えると突然停止することを覚えておく必要があります。一貫した加熱速度を維持するために、電源はこの変化を補償できる必要があります。
目的に合った正しい選択をする
最適なセットアップは、特定の用途に完全に依存します。これらの主要な要因に関する決定を導くために、あなたの目標を使用してください。
- 急速な表面硬化が主な焦点の場合: 高周波(100 kHz~400 kHz)と高出力を使用し、部品に密接に結合した正確に成形されたインダクタを使用します。
- 鍛造のための大きなビレットの全体加熱が主な焦点の場合: より低い周波数(1 kHz~10 kHz)を使用して、エネルギーが深く浸透し、熱が芯部に浸透するのに十分な時間を確保します。
- 最大のエネルギー効率が主な焦点の場合: プロセスが安全に許容できる最もタイトな結合のためにインダクタを設計し、周囲環境へのエネルギー損失を最小限に抑えます。
- アルミニウムや銅などの非磁性材料を加熱する場合: ジュール熱効果のみに頼る必要があり、鋼を加熱する場合と比較して、より高い電力またはより効率的な結合が必要になる場合があります。
これらの相互に関連する要因を理解することにより、単に誘導加熱を使用する段階から、望ましい結果のためにプロセスを真に設計する段階へと進むことができます。
要約表:
| 要因 | 加熱プロセスへの主な影響 |
|---|---|
| 周波数 | 加熱の深さを制御する(表皮効果) |
| 電力 | 加熱の速度を決定する |
| コイルの設計と結合 | 加熱パターンを形成し、効率に影響を与える |
| 材料の抵抗率 | 抵抗率が高い材料ほど速く加熱される |
| 透磁率 | キュリー点以下の磁性材料の加熱を強化する |
誘導加熱プロセスを最適化する準備はできましたか?
これらの要因を理解することは第一歩です。それらを効果的に実装するには、適切な機器と専門知識が必要です。KINTEKは、研究開発における正確な熱処理向けに調整された誘導加熱システムを含む、高性能なラボ機器および消耗品の専門家です。
当社の専門家が、優れた制御、効率、再現性をアプリケーションで達成するために、理想的なシステムを選択するお手伝いをします。KINTEKに今すぐお問い合わせいただき、当社のソリューションが研究室の能力をどのように向上させることができるかをご確認ください。
ビジュアルガイド