簡潔に言うと:鋼材は、特定の温度までゆっくりと均一に、そして高度に制御された方法で加熱され、その温度で十分な時間保持され、その後適切に冷却されなければなりません。このプロセスは単一の動作ではなく、加熱、保持、冷却という3段階のシーケンスであり、各段階のパラメーターは鋼材の種類と望ましい最終特性によって完全に決定されます。加熱段階を急いだり、誤って管理したりすることが、熱処理失敗の最も一般的な原因です。
鋼材の加熱における最も重要な原則は制御です。制御されていない、または不均一な加熱は、熱応力を発生させ、不完全な冶金学的変態を引き起こします。これらは、亀裂、反り、および材料特性の不均一性の主な原因となります。

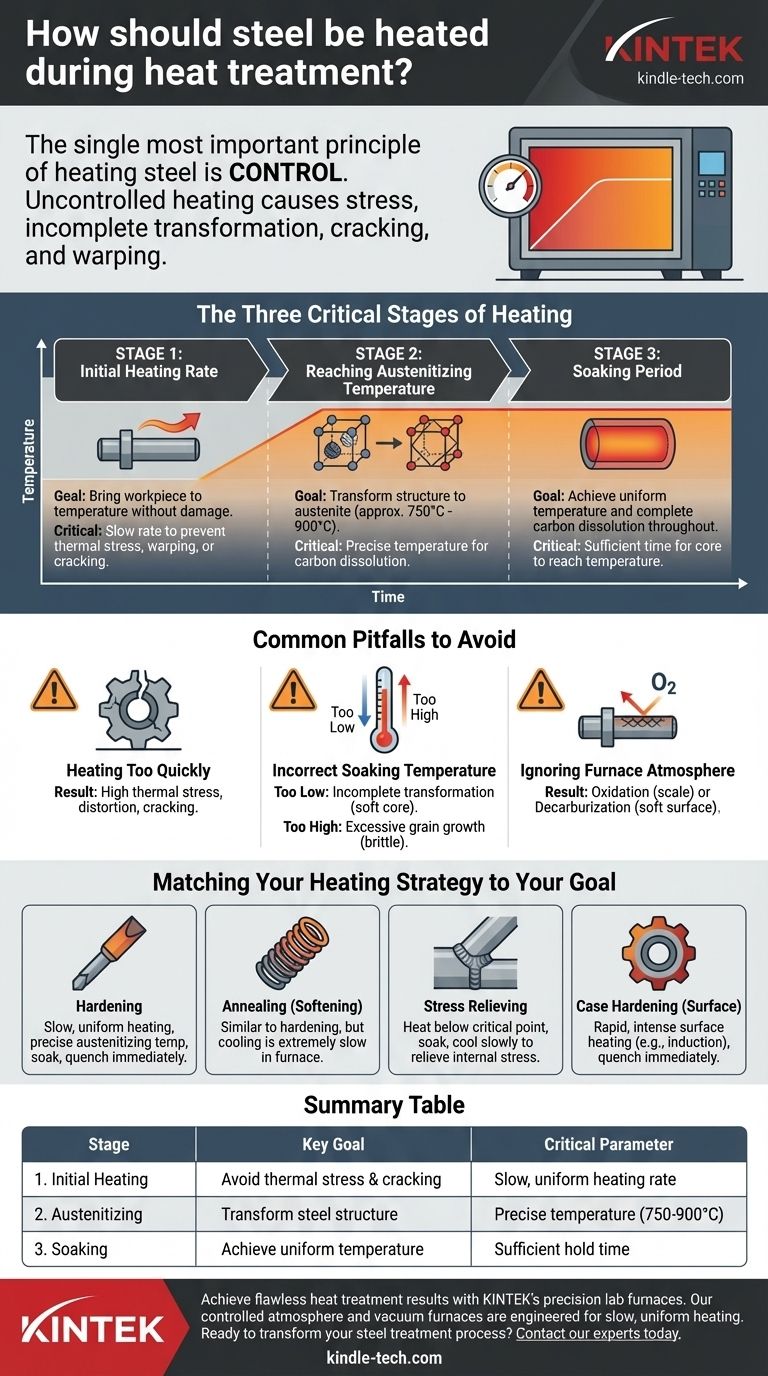
加熱の3つの重要な段階
処理のために鋼材をうまく加熱するには、3つの異なる連続した段階を管理する必要があります。それぞれが、冷却中に起こる最終的な変態のために鋼材の内部構造を準備する上で重要な目的を果たします。
段階1:初期加熱速度
初期段階の目標は、損傷を引き起こすことなくワークピースを目標温度まで上昇させることです。鋼材を加熱すると膨張し、部品の一部が他の部分よりも速く加熱されると、この差動膨張が内部応力を生み出します。
複雑な形状、厚い断面、または高炭素鋼の場合、この熱応力は材料の強度を容易に超え、鋼材が変態温度に達する前に反りや亀裂につながる可能性があります。したがって、加熱速度は、部品全体で温度が均一になるのに十分なほど遅くなければなりません。
段階2:オーステナイト化温度への到達
焼入れおよび焼ならしの場合、鋼材は上限臨界温度(合金によって異なりますが、通常750°C~900°Cまたは1400°F~1650°F)以上に加熱されなければなりません。これがオーステナイト化温度です。
この時点で、鋼材の結晶構造は室温状態(フェライトとパーライト)から、オーステナイトと呼ばれる新しい高温構造に変態します。この新しい構造は、炭素を固溶体として溶解させる独自の能力を持っており、これはその後の焼入れ中の硬化に不可欠な前提条件です。
段階3:保持期間
目標温度に達するだけでは十分ではありません。ワークピースは、保持として知られる特定の期間、その温度で保持されなければなりません。
保持の目的は2つあります。第一に、部品の全断面、つまり表面から中心までが均一な温度に達していることを確認することです。第二に、炭素やその他の合金元素がオーステナイト構造全体に完全に均一に溶解するのに必要な時間を提供することです。保持時間が不十分であることは、表面は硬いが中心が軟らかく弱い主な原因となります。
避けるべき一般的な落とし穴
熱処理の欠陥のほとんどは、この加熱プロセスから発生します。これらの一般的な間違いを理解することは、予測可能で高品質な結果を達成するために不可欠です。
落とし穴1:加熱が速すぎる
これは最も頻繁に起こる間違いです。直接的な結果は、高い熱応力であり、歪みや亀裂につながります。これは、工具鋼や鋭い角、または厚さの急激な変化がある部品にとって特に危険です。
落とし穴2:不正確な保持温度
間違った温度を使用すると、プロセス全体が損なわれます。
- 低すぎる場合:オーステナイトへの変態が不完全になります。炭素が完全に溶解せず、焼入れ後に鋼材が最大の潜在的硬度を達成できません。
- 高すぎる場合:オーステナイト内の結晶粒が過度に成長します。大きな結晶粒は、硬くても脆く弱い最終製品になります。
落とし穴3:炉の雰囲気の無視
鋼材が加熱される環境は非常に重要です。酸素の存在下(標準的な空気燃焼炉のように)で加熱すると、2つの大きな問題が発生する可能性があります。
- 酸化(スケール):表面に酸化鉄、つまりスケールの層が形成されます。これにより部品の最終寸法が変化し、焼入れプロセスを妨げる可能性があります。
- 脱炭:酸素は鋼材の表面から炭素と反応して除去する可能性があります。脱炭された表面は適切に硬化せず、完成した部品に軟らかい「表皮」が生じます。真空炉を使用するか、保護雰囲気を導入することでこれを防ぐことができます。
目標に合わせた加熱戦略
適切な加熱プロトコルは、達成しようとしていることによって完全に異なります。
- 主な焦点が硬化の場合:特定の合金の正確なオーステナイト化温度までゆっくりと均一に加熱し、中心が温度に達するまで十分に保持し、その後すぐに焼入れに進みます。
- 主な焦点が焼なまし(軟化)の場合:加熱プロセスは硬化と似ていますが、その後の冷却は非常にゆっくりと行われなければならず、多くの場合、部品を炉と一緒に冷却させます。
- 主な焦点が応力除去の場合:臨界変態点よりも十分に低い温度まで加熱し、均一になるまで保持し、その後ゆっくりと冷却します。目標は、中心硬度を変更することなく内部応力を除去することです。
- 主な焦点が浸炭(表面硬化)の場合:誘導加熱や炎加熱のような方法を使用し、非常に急速に、かつ表面のみに強い熱を加え、焼入れ前に中心に影響を与えないようにします。
最終的に、熱の制御された適用をマスターすることが、予測可能で成功する鋼材の熱処理の基礎となります。
要約表:
| 段階 | 主な目標 | 重要なパラメータ |
|---|---|---|
| 1. 初期加熱 | 熱応力と亀裂の回避 | ゆっくりと均一な加熱速度 |
| 2. オーステナイト化 | 鋼材構造の変態 | 正確な温度(750-900°C) |
| 3. 保持 | 均一な温度と炭素溶解の達成 | 温度での十分な保持時間 |
KINTEKの精密ラボ炉で完璧な熱処理結果を達成しましょう。
当社の制御雰囲気炉および真空炉は、反り、亀裂、脱炭を防ぐために不可欠な、ゆっくりとした均一な加熱を提供するように設計されています。硬化、焼なまし、応力除去のいずれが目標であっても、KINTEKの機器は、お客様のラボが求める精度と信頼性を提供します。
鋼材処理プロセスを変革する準備はできていますか? 今すぐ専門家にお問い合わせください。お客様の特定の合金と用途に最適な炉ソリューションを見つけます。
ビジュアルガイド
関連製品
- 熱処理・焼結用600T真空誘導熱プレス炉
- 1400℃ 窒素・不活性ガス雰囲気制御炉
- 1200℃ 制御雰囲気炉 窒素不活性雰囲気炉
- 2200℃ グラファイト真空熱処理炉
- 1700℃ 真空雰囲気炉 窒素不活性雰囲気炉



















