熱間等方圧加圧(HIP)は、その核心において、高温と巨大で均一な圧力を組み合わせて材料を高密度化し、内部欠陥を除去する材料加工方法です。部品または粉末金属はまず容器に密閉され、その後高圧容器内に配置されます。不活性ガス、通常はアルゴンが使用され、容器が加熱されている間にあらゆる方向から均一な圧力を加え、材料を固体で完全に高密度の状態に固めます。
HIPの中心概念は、単なる加圧ではなく、洗練された熱処理です。不活性ガスを完全に均一な圧力媒体として使用し、材料を同時に加熱・圧縮することで、微細な空隙を閉じ、従来の鋳造や鍛造だけでは達成不可能な特性を持つ部品を製造します。
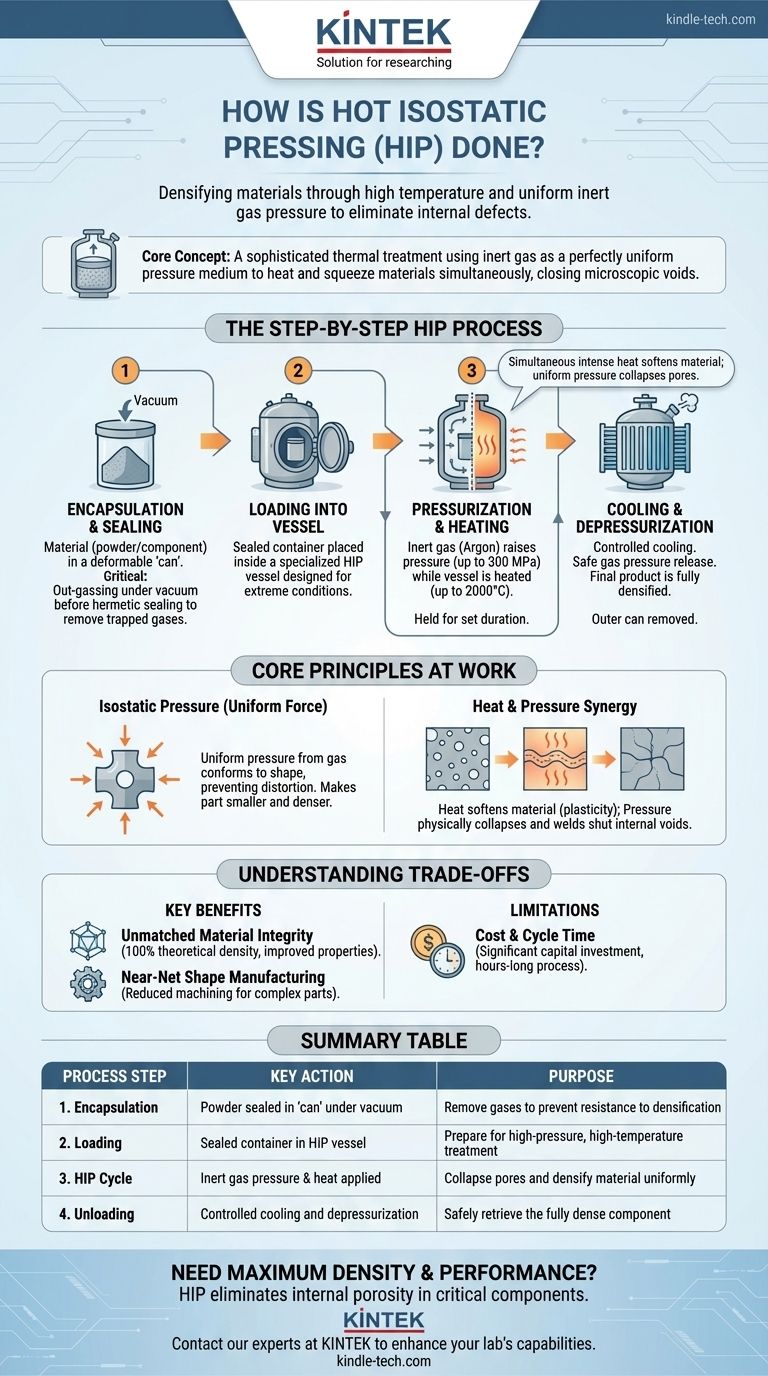
HIPプロセスのステップバイステップ
熱間等方圧加圧がどのように行われるかを理解するには、準備から最終的な高密度製品に至るまで、いくつかの正確で重要な段階が含まれます。
ステップ1:封入と密閉
プロセスが始まる前に、材料(多くの場合、金属またはセラミック粉末)は、特別に設計された容器、時には「缶」と呼ばれるものに入れられます。この缶は通常、圧力下で変形する金属またはガラスでできています。
このステップで最も重要な部分は脱ガスです。容器は、すべての空気やその他のガスを除去するために真空下に置かれ、その後気密に密閉されます。これにより、閉じ込められたガスが高密度化プロセスに抵抗するのを防ぎます。
ステップ2:HIP容器への装填
密閉された容器は、熱間等方圧加圧装置のチャンバー内に置かれます。これは、極端な温度と圧力を安全に処理するために設計された特殊な装置です。
ステップ3:加圧と加熱
HIP容器は密閉され、不活性ガス(ほとんどの場合アルゴン)がチャンバーに送り込まれて圧力を上昇させます。不活性ガスが使用されるのは、高温であっても処理される材料と化学的に反応しないためです。
同時に、容器は加熱されます。強烈な熱(最大2000°C)と極端な圧力(最大300 MPaまたは45,000 psi)の組み合わせが、設定された期間適用されます。
ステップ4:冷却と減圧
材料が目標温度と圧力で十分な時間保持された後、システムは制御された方法で冷却されます。冷却後、ガス圧はチャンバーから安全に解放されます。
最終製品は完全に高密度化された部品です。外側の缶は、通常、機械加工または化学エッチングによって除去され、完成した部品が現れます。

機能する核心原理
HIPの有効性は、その核心要素であるガス、熱、圧力の相乗効果にあります。それぞれが明確で重要な役割を果たします。
等方圧の役割
「等方性」という用語は、圧力が均一であり、あらゆる方向から均等に適用されることを意味します。ガスはこれに最適な媒体であり、あらゆる形状に適合し、部品のすべての表面に一貫した圧力を加えます。
この均一性こそが、HIPが部品の形状を歪ませない理由であり、方向性鍛造や加圧方法に対する大きな利点です。単に部品を小さく、より高密度にするだけです。
熱と圧力の両方が不可欠な理由
熱は材料を軟化させ、微視的なレベルでより塑性的に、より可鍛性にします。これにより、材料が流動し、変形することができます。
圧力は、内部の気孔、空隙、または微細な亀裂を物理的に押しつぶし、溶接するための駆動力となります。高温がなければ、圧力だけでは材料を完全に高密度化するには不十分です。
トレードオフの理解
強力である一方で、熱間等方圧加圧は、特定の考慮事項を伴う特殊なプロセスです。
主な利点:比類のない材料の完全性
HIPの主な利点は、100%の理論密度を達成できることです。この内部多孔性の除去は、疲労寿命、靭性、一貫性などの機械的特性を劇的に改善し、航空宇宙部品や医療用インプラントなどの高性能アプリケーションにとって重要です。
主な利点:ニアネットシェイプ製造
粉末冶金の場合、HIPは複雑な「ニアネットシェイプ」部品の製造を可能にします。これにより、最終的な機械加工の量が最小限に抑えられ、高価な先進材料の時間と無駄を削減できます。
制限:コストとサイクルタイム
HIP装置は多額の設備投資であり、プロセス自体は開始から終了まで数時間かかる場合があります。このため、従来の製造方法よりも高価であり、性能が譲れない高価値部品に最適です。
目標に合った適切な選択をする
熱間等方圧加圧は万能の解決策ではありませんが、最高レベルの材料品質を達成するための不可欠なツールです。
- 最大の密度と性能が主な焦点である場合:HIPは、重要な鋳造部品や3Dプリント部品の内部多孔性を除去するための決定的なプロセスです。
- 高度な粉末から複雑な部品を作成することが主な焦点である場合:HIPは、粉末を均一な特性を持つ完全に高密度の部品に固めるための優れた方法です。
- 重要な部品の寿命を延ばすことが主な焦点である場合:このプロセスは、産業用ガスタービンブレードなどの部品の疲労やクリープ損傷によって引き起こされる内部空隙を修復するためによく使用されます。
最終的に、熱間等方圧加圧は、材料をその絶対的な理論的限界まで設計するための強力な方法を提供します。
概要表:
| プロセスステップ | 主なアクション | 目的 |
|---|---|---|
| 1. 封入 | 粉末を「缶」に真空下で密閉 | 高密度化への抵抗を防ぐためにガスを除去 |
| 2. 装填 | 密閉された容器をHIP容器に配置 | 高圧・高温処理の準備 |
| 3. HIPサイクル | 不活性ガス圧(最大300 MPa)と熱(最大2000°C)を適用 | 空孔を潰し、材料を均一に高密度化 |
| 4. 取り出し | 制御された冷却と減圧 | 完全に高密度化された部品を安全に取り出す |
重要な部品の最大の密度と性能を達成する必要がありますか? HIPプロセスは、鋳造品、3Dプリント部品、粉末冶金における内部多孔性を除去するために不可欠です。KINTEKは、材料加工用の高度な実験装置と消耗品を専門としています。今すぐ専門家にお問い合わせください。当社のソリューションがお客様のラボの能力をどのように向上させ、材料を理論的限界まで設計するのに役立つかについてご相談ください。
ビジュアルガイド
関連製品
- 全固体電池研究用温間等方圧加圧装置(WIP)
- コールドアイソスタティックプレス用電気分割ラボコールドアイソスタティックプレスCIP装置
- 手動等方圧プレス機 CIPペレットプレス
- ラボ用加熱プレート付き自動高温加熱油圧プレス機
- ラボ用等方圧プレス金型

















