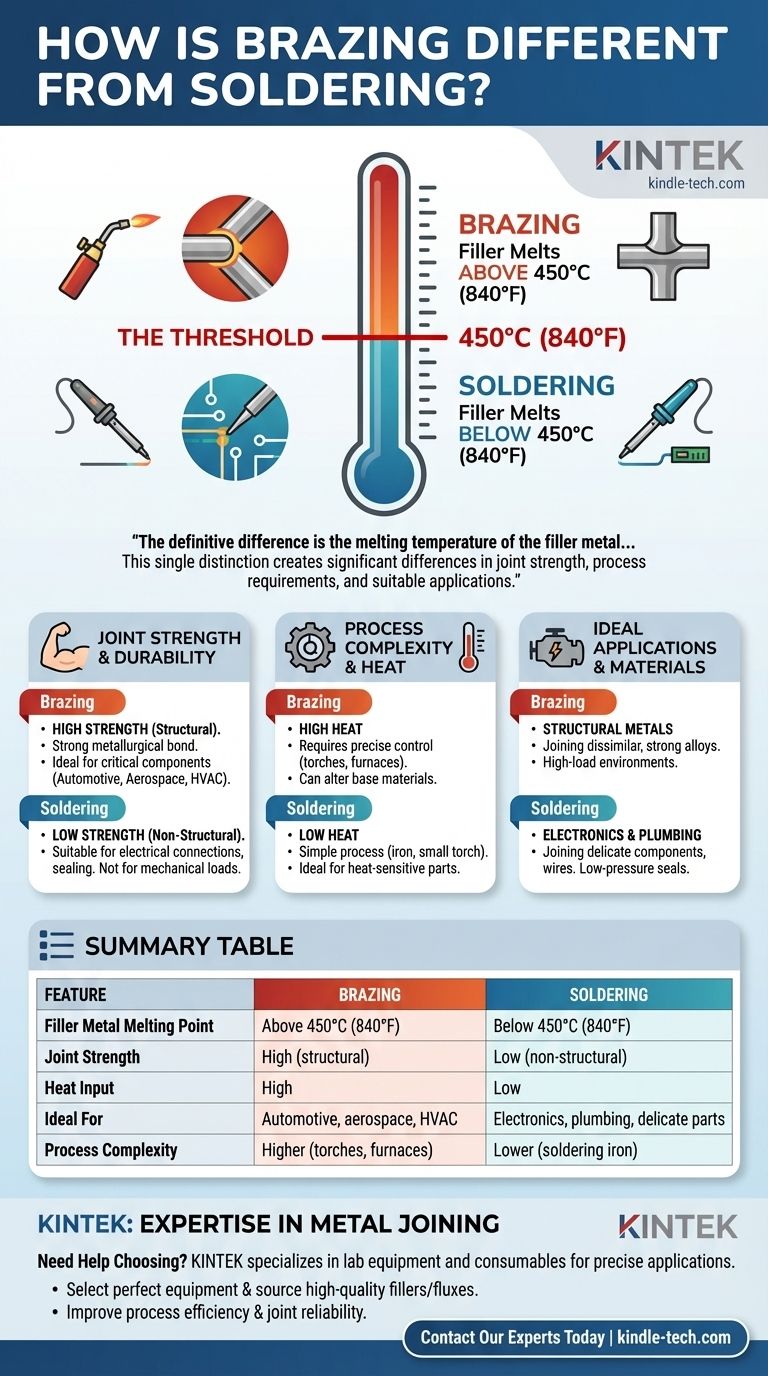
その核心において、ろう付けとはんだ付けの決定的な違いは、2つの部品を接合するために使用される充填金属の融点です。ろう付けは450°C (840°F) 以上で溶融する充填金属を使用するのに対し、はんだ付けはこれより低い融点の充填金属を使用します。この単一の温度の違いが、接合強度、プロセス要件、および適切な用途に大きな違いを生み出します。
ろう付けとはんだ付けの選択は、根本的にトレードオフです。ろう付けは、より高い熱とプロセスの複雑さを伴う代わりに、優れた接合強度を提供します。一方、はんだ付けは、より低温でシンプルなプロセスであり、熱に敏感な用途や非構造的な用途に最適です。
決定的な違い:温度
450°C (840°F) の線は恣意的なものではなく、2つのプロセスを分ける国際的に認められた基準です。この閾値を理解することが、正しい方法を選択するための第一歩です。
450°C (840°F) の閾値
この特定の温度が正式な境界線です。この点を下回る融点を持つ充填金属を使用するプロセスは技術的にははんだ付けであり、それを上回るプロセスはろう付けです。
重要なのは、どちらの方法でも、接合される母材は溶融しないことです。充填金属が溶融し、毛細管現象によって接合部に引き込まれ、その後凝固して結合を形成します。
充填金属が温度をどのように決定するか
融点は充填金属の組成によって決まります。ろう付け用充填材は通常、真鍮、青銅、アルミニウム、または銀の強力な合金です。
はんだ付け用充填材、または「はんだ」は通常、錫の合金であり、しばしば銀、銅、またはビスマスと組み合わされ、はるかに低い融点を持っています。
温度差の実際的な意味
ろう付けとはんだ付けに必要な熱の違いは、最終製品の性能、コスト、および外観に直接的な影響を与えます。
接合強度と耐久性
ろう付けは著しく強力な接合部を形成します。より高い温度は、充填材と母材間の濡れ性と冶金的拡散を促進し、接合される材料と同等の強度を持つ結合を形成します。
この高い強度により、ろう付けは自動車、航空宇宙、HVAC産業における重要な部品に好まれる方法となっています。
はんだ付けされた接合部はより弱いです。電気接続を作成したり、非構造的な接合部(配管など)を密閉したりするのには完全に適していますが、大きな機械的負荷に耐えるようには設計されていません。
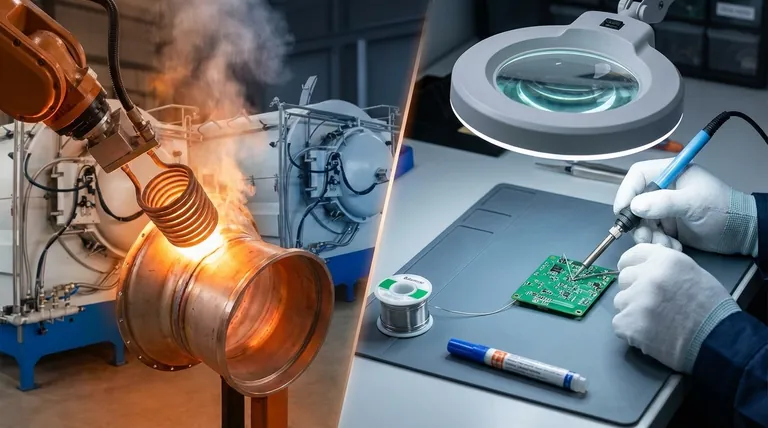
プロセスの複雑さと設備
ろう付けの高温は、より精密な制御を必要とします。均一な加熱を確保し、酸化を防ぐために、トーチ、誘導コイル、または制御雰囲気炉(真空ろう付けなど)がしばしば必要になります。
はんだ付けは一般的にシンプルです。基本的なはんだごてや小型のトーチでできることが多く、多くの用途でよりアクセスしやすく、安価です。
母材への影響
ろう付けの高温は、母材の特性を変化させる可能性があります。硬化した金属を焼きなまし(軟化)させたり、敏感な電子部品を損傷させたりする可能性があり、慎重なプロセス制御が必要です。
はんだ付けの低い熱入力は、高温が部品を瞬時に破壊する回路基板の組み立てのような用途では唯一の選択肢となります。
トレードオフを理解する
常に強力な方法を選択することが正しい答えとは限りません。客観的な分析は、各プロセスが優れている明確な状況を明らかにします。
なぜ常に強度を求めてろう付けを選ばないのか?
ろう付けの主な欠点は、高い熱入力です。これは薄い部品の歪みや反りを引き起こしたり、特定の合金の熱処理を台無しにしたりする可能性があります。また、プロセスははんだ付けよりも遅く、通常は高価です。
はんだ付けが優れた選択肢となる場合
はんだ付けは、主な目的が導電性または低圧シールであり、機械的強度が懸念されない場合に理想的な選択肢です。そのシンプルさ、低コスト、穏やかな熱は、電子機器、デリケートな部品の組み立て、および多くの配管修理に最適です。
外観と後処理
真空ろう付けのような高度な技術は、酸化がなく、後処理の洗浄が不要な、非常にきれいで明るい接合部を生成します。これにより、部品間の高い一貫性が生まれます。
はんだ付けされた接合部は、はんだが適切に流れるようにするために化学フラックスの使用を必要とすることが多く、これは除去しなければならない残留物を残す可能性があります。
あなたの用途に合った正しい選択をする
最終的な決定は、プロジェクトの特定の要求によって左右されなければなりません。
- 負荷がかかった状態での最大の接合強度と信頼性が主な焦点である場合:ろう付けは唯一適切な選択肢であり、堅牢で永続的な冶金結合を提供します。
- 電子機器のような熱に敏感な部品の接合が主な焦点である場合:はんだ付けは、その低温適用により不可欠な方法です。
- 非構造的なシールに対する費用対効果とシンプルさが主な焦点である場合:はんだ付けは、実用性と使いやすさの優れたバランスを提供します。
この選択が温度と強度の関係にかかっていることを理解することで、エンジニアリング目標を達成するための正しいプロセスを自信を持って選択できます。
要約表:
| 特徴 | ろう付け | はんだ付け |
|---|---|---|
| 充填金属の融点 | 450°C (840°F) 以上 | 450°C (840°F) 未満 |
| 接合強度 | 高(構造的) | 低(非構造的) |
| 熱入力 | 高 | 低 |
| 理想的な用途 | 自動車、航空宇宙、HVAC | 電子機器、配管、デリケートな部品 |
| プロセスの複雑さ | 高(トーチ、炉) | 低(はんだごて) |
研究室に最適な接合プロセスを選ぶお手伝いが必要ですか?
KINTEKは実験室用機器と消耗品を専門とし、精密な金属接合用途に適切なツールを提供しています。ろう付けの強力な機能が必要な場合でも、はんだ付けの繊細なタッチが必要な場合でも、当社の専門知識が最適な結果を保証します。
当社がお手伝いできること:
- 特定の接合ニーズに最適な機器の選択
- 高品質の充填金属とフラックスの調達
- プロセスの効率と接合の信頼性の向上
お客様のプロジェクト要件について話し合いましょう。 今すぐ当社の専門家にお問い合わせください。お客様の研究室の能力を高めるパーソナライズされたソリューションを提供します。
ビジュアルガイド