簡単に言えば、磁場は金属内部に強力な電流を誘導することで金属を加熱します。このプロセスには、静的な磁場ではなく、急速に変化する、または交流する磁場が必要です。金属の自然な電気抵抗がこれらの誘導電流に抵抗し、電子回路の抵抗器が熱くなるのと同様のプロセスで、莫大な熱を発生させます。
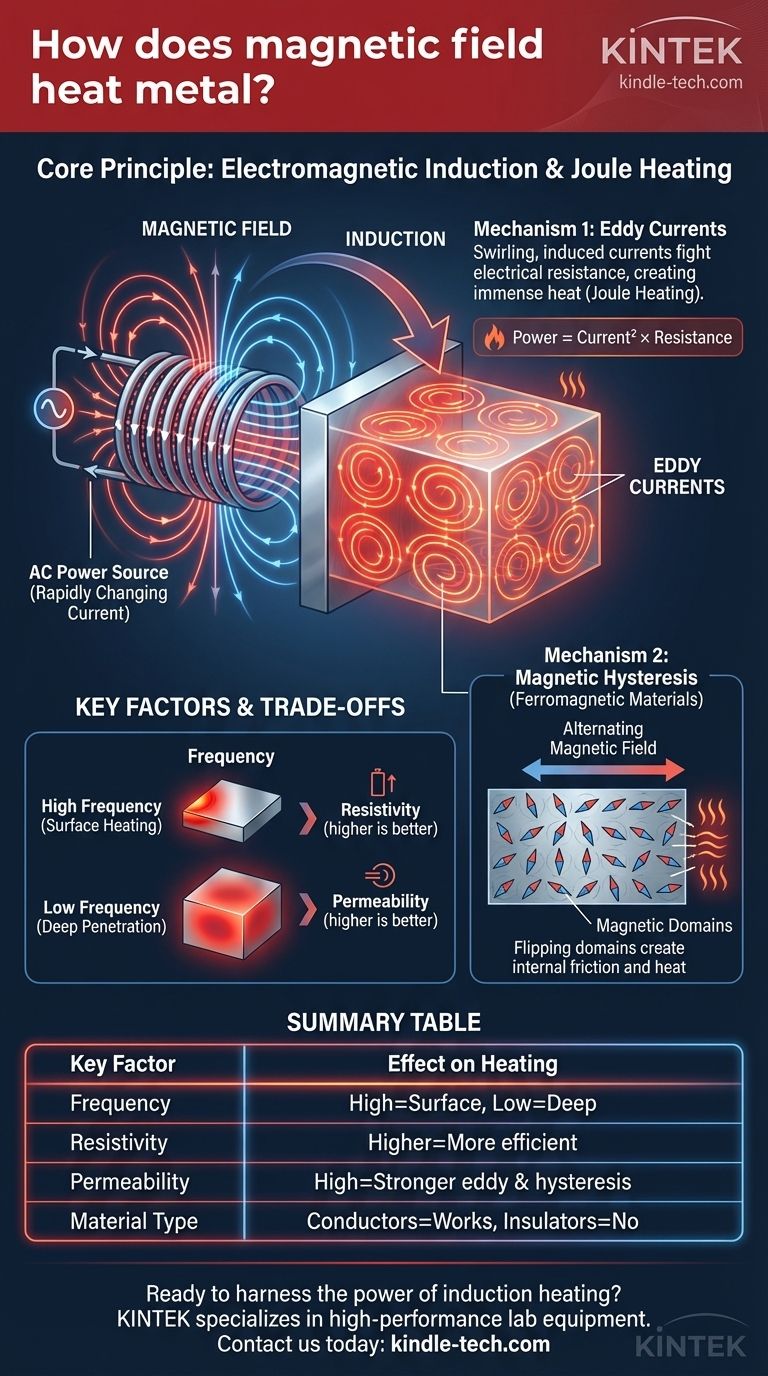
核となる原理は電磁誘導です。交流磁場は、金属内に渦電流と呼ばれる円形の電流を発生させます。金属固有の抵抗がこの電気エネルギーを熱に変換します。これはジュール熱として知られる現象です。
核となる原理:ファラデーの電磁誘導の法則
金属の隣にある静止した磁石は何もしません。魔法は、磁場が時間とともに変化するときに起こります。これはファラデーの電磁誘導の法則によって記述される基本的な概念です。
変化する磁場が電流を生み出す
ファラデーの法則は、変化する磁場が電場を生み出すと述べています。金属のような導電性材料には自由に動く電子が豊富に存在するため、この誘導された電場が電子を動かし、電流を生み出します。
これを実際に実現するために、私たちは交流(AC)によって駆動される電磁石を使用します。電流の方向を毎秒何千回、あるいは何百万回も急速に切り替えることで、強力で絶えず変化する磁場を生成します。
メカニズム1:渦電流(主要な効果)
この加熱の主要なメカニズムは、渦電流の発生です。これらは、磁場の方向に対して垂直に、金属内で渦を巻くように流れる閉じた誘導電流のループです。
これらは、水が大きな岩のそばを流れるときに川にできる渦や渦巻きのように視覚化できます。変化する磁場は「流れ」であり、渦電流はそれが金属内に生み出す電気の「渦巻き」です。
抵抗の力(ジュール熱)
これらの強力な電流はただ流れるわけではありません。金属には固有の電気抵抗があります。渦電流がこの抵抗に逆らって循環するとき、エネルギーは熱の形で失われます。
これはジュール熱と呼ばれ、電力 = 電流² × 抵抗の式で表されます。誘導電流は非常に大きくなる可能性があるため、非常に短時間でかなりの量の熱を発生させます。これは、アルミニウム、銅、真鍮などの非磁性金属の主な加熱効果です。
メカニズム2:磁気ヒステリシス(鉄と鋼の場合)
鉄、ニッケル、および多くの種類の鋼のような強磁性材料の場合、第2の加熱メカニズムが効果に寄与します。それは磁気ヒステリシスです。
磁区の反転
強磁性材料は、小さな永久磁石のように振る舞う磁区と呼ばれる微細な領域で構成されています。外部磁場が存在しない場合、これらの磁区はランダムに配向しています。
外部の交流磁場が印加されると、これらの磁区は磁場の変化する方向に合わせて急速に整列および再整列させられます。
内部摩擦による加熱
磁区のこの絶え間ない高速反転は、完全に効率的ではありません。それは材料の結晶構造内に一種の内部摩擦を生み出し、それが熱を発生させます。
一般的な例は、クリップを前後に曲げることです。曲がった部分の金属は、内部応力と摩擦のために熱くなります。ヒステリシス加熱は、微視的なスケールでの同様のプロセスです。この効果は低周波数で最も顕著であり、金属がキュリー温度(磁性を失う点)を超えて加熱されると減少します。
主要な要因を理解する
誘導加熱の有効性はいくつかの要因に依存し、その応用において重要なトレードオフを生み出します。
周波数の役割
交流電流の周波数は非常に重要です。高周波数は、金属の表面近くに集中する渦電流を生成します。表皮効果として知られるこの現象は、鋼部品の表面硬化のような用途に最適です。
逆に、低周波数は金属のより深く浸透し、より大きな物体を均一に、全体的に加熱することを可能にします。これは、鍛造や大きな金属塊の溶解などのプロセスに使用されます。
材料特性が重要
材料の電気抵抗率と磁気透磁率が鍵となります。抵抗率が高い材料(鋼など)は、抵抗率が非常に低い材料(銅など)よりも渦電流から効率的に加熱されます。
高い磁気透磁率(鉄に見られる)は磁場を集中させ、より強い渦電流とヒステリシス加熱の追加の利点をもたらし、強磁性材料を非常に効果的に加熱します。
一部の材料が加熱されない理由
誘導は、ガラス、プラスチック、セラミックなどの非導電性材料には機能しません。これは、渦電流を形成するために必要な自由電子がないためです。これが、IHクッキングヒーターのガラス表面が冷たいままで、その上の鉄鍋が熱くなる理由です。
これをあなたの目標に適用する
適切なアプローチは、達成したいことによって完全に異なります。
- 鋼製ギアの表面硬化が主な目的の場合:非常に高い周波数を使用して、熱を表面層にのみ集中させ、コアを強く延性のある状態に保ちます。
- アルミニウムの塊を溶かすことが主な目的の場合:はるかに低い周波数を使用して、磁場が材料の奥深くまで浸透し、均一で徹底的な溶解を確実にします。
- IH調理器で調理することが主な目的の場合:システムは、渦電流とヒステリシスの両方を使用して強磁性調理器具(鉄、鋼)を加熱するように最適化された周波数を使用し、安全で触っても冷たい状態を保ちます。
最終的に、誘導加熱は、物理学の基本的な法則が精密で効率的な温度制御のためにどのように活用できるかを示す強力な例です。
要約表:
| 主要因 | 加熱への影響 |
|---|---|
| 周波数 | 高周波数 = 表面加熱; 低周波数 = 深部加熱 |
| 材料抵抗率 | 高抵抗率(例:鋼) = より効率的な加熱 |
| 磁気透磁率 | 高透磁率(例:鉄) = より強い渦電流とヒステリシス加熱 |
| 材料の種類 | 導体(金属)に作用; 絶縁体(プラスチック、ガラス)には作用しない |
研究室で誘導加熱の力を活用する準備はできましたか?
KINTEKは、研究および産業用途における精密な温度制御のために設計された誘導加熱システムを含む、高性能な実験装置を専門としています。表面硬化、溶解、または特殊な加熱が必要な場合でも、当社のソリューションは効率、安全性、再現性を提供します。
今すぐKINTEKにお問い合わせください お客様の具体的なニーズについて話し合い、当社の実験装置に関する専門知識がお客様のプロセスと結果をどのように向上させることができるかを発見してください。
ビジュアルガイド
関連製品
- 熱処理・焼結用600T真空誘導熱プレス炉
- ラボスケール真空誘導溶解炉
- 赤外線加熱定量平板プレス金型
- 多ゾーン加熱CVDチューブ炉 マシン 化学気相成長チャンバー システム装置
- 10L 加熱冷却循環器 高低温恒温反応用冷却水浴循環器













