
魔法の数字を探して
エンジニアが剥離した部品を調べています。接着が失敗しました。またです。
最初の質問は常に同じです。「設定はどうでしたか?」圧力、温度、時間。
この質問は、根深い人間の偏見を明らかにします。私たちは、シンプルで普遍的な答えを求めています。成功を保証する魔法の数字を。製造業では、人生と同様に、そのような数字はめったに存在しません。
成功するホットプレスは、秘密のパラメータセットを見つけることによって達成されるのではありません。それはシステムを理解することによって達成されます—材料、力、熱の間の対話です。
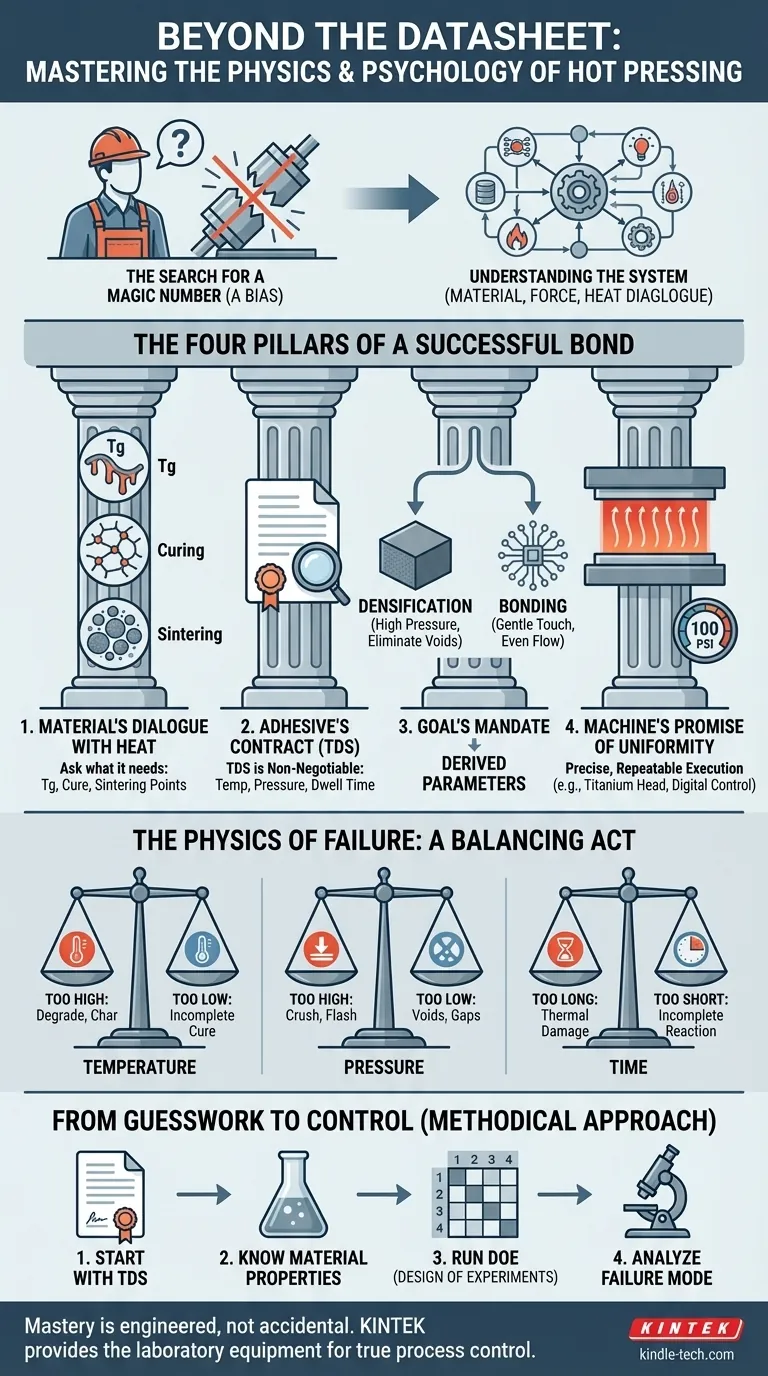
成功する接着のための4つの柱
適切なパラメータは発見されるものではなく、導き出されるものです。それらは4つの相互に関連する因子の直接的な関数です。
1. 熱との材料の対話
材料自体が会話の条件を決定します。あなたはそれに何をすべきかを指示するのではありません。あなたはそれが何を必要としているかを尋ねます。
- 熱可塑性プラスチックは、ガラス転移温度(Tg)以上に加熱する必要があります。これは、剛性のある固体から柔らかくしなやかな状態に変化する点です。
- 熱硬化性樹脂および接着剤は、永続的な架橋結合を形成する化学反応(硬化)をトリガーするために特定の温度が必要です。
- 金属粉末またはセラミック粉末は、粒子を押し付け、空隙を減らし、焼結と呼ばれるプロセスで緻密化を達成するために、 immense な熱と圧力を必要とします。
各材料には、譲れない熱的ウィンドウがあります。それを超えて操作することは、失敗への道です。
2. 接着剤の契約
接着剤が関与する場合、その技術データシート(TDS)は提案ではありません。それは契約です。
TDSは、必要な硬化温度、完全な表面濡れを確保するために必要な圧力、および化学反応が完了するために必要な保持時間を指定します。この文書を無視することは、設計図なしでエンジンを構築しようとするようなものです。
3. 目標の指示
なぜホットプレスしているのかは、何をプレスしているのかと同じくらい重要です。意図が技術を定義します。
複合層を固体のパネルに固めるには、すべての空隙をなくすために高い圧力が必要です。目標は、強力な緻密化です。
しかし、繊細なフレキシブル回路をディスプレイに接着するには、より穏やかなタッチが必要です。圧力は、接着剤が均一に流れるのに十分であれば十分です。力が強すぎると、微細なトレースが破壊され、コンポーネントが損傷します。
4. 均一性の機械的約束
最後の柱は、機器自体です。機械が仕様を正確かつ繰り返し実行できない場合、プロセス仕様は無意味です。
ここで工学が芸術になります。チタン合金から機械加工されたホットプレスヘッドは、単なる金属の塊ではありません。それは、表面全体にわたって迅速かつ均一な加熱を保証するものです。デジタル圧力計は機能ではありません。それは、100 psi が毎回実際に100 psi であることを知る唯一の方法です。
機械の役割は、変動を排除し、意図的に設定した変数のみが変数であることを保証することです。
失敗の物理学:バランス行為
最適なプロセスウィンドウから逸脱すると、予測可能で、しばしば壊滅的なリスクが生じます。
-
温度:高すぎると、材料が劣化、炭化、または剥離します。低すぎると、接着剤が完全に硬化せず、実際の強度がない接着剤の残像が残ります。
-
圧力:高すぎると、繊細なコンポーネントが押しつぶされたり、接着剤が接合部から「フラッシュ」して不足したりします。低すぎると、空隙—微細な隙間—が生成され、密着を防ぎ、将来の破損点となります。
-
時間:これは静かなパートナーです。保持時間は、熱が材料に浸透し、化学反応が完了するのに十分な長さでなければなりませんが、熱損傷を引き起こしたり、スループットを低下させたりするほど長くあってはなりません。
| 主要要因 | なぜ重要か | パラメータをどのように決定するか |
|---|---|---|
| 材料の種類 | 各材料には独自の熱特性があります。 | 必要な温度範囲を設定します(例:プラスチックの場合はTg以上)。 |
| 接着剤 | 接着剤には、特定の、譲れない硬化要件があります。 | TDSは、正確な温度、圧力、時間を定義します。 |
| プロセス目標 | 意図(接着対緻密化)は異なります。 | 圧力レベルに影響します(緻密化には高、接着には低)。 |
| 不適切な設定 | 不可逆的な損傷または弱い接着を引き起こす可能性があります。 | 高:劣化、損傷。低:弱い接着、不完全な硬化。 |
推測から制御へ
体系的なアプローチに代わるものはありません。
- 接着剤接着の場合:TDSから始めます。それがあなたの真実です。
- 材料の統合の場合:材料の文書化された熱特性(Tg、焼結点)から始めます。
- 新しいプロセスの場合:実験計画(DOE)を実行します。温度、圧力、時間の小さな変化の行列を作成して、特定のアプリケーションに最適なウィンドウを経験的に見つけます。
- トラブルシューティングの場合:破損モードを分析します。剥離は、温度または表面処理の問題を示唆します。押しつぶされた部品は、過度の圧力を示唆します。
習熟とは、数字を知ることではありません。それは、それらを生み出す変数を制御できるシステムを構築することです。
このレベルのプロセス制御は偶然ではありません。それは工学です。KINTEKでは、まさにこの目的のために設計された実験装置を提供しています。当社の高度なホットプレスは、理論から高収率生産への移行に必要な、均一な加熱と正確で再現可能な圧力制御を提供します。真のプロセス習熟は、機器が意図を完璧な繰り返しで実行できるときに始まります。最大限の強度と一貫性のためにプロセスを微調整する準備ができている場合は、当社の専門家にお問い合わせください。
ビジュアルガイド
関連製品
- 加熱プレート付き自動加熱油圧プレス機(実験用ホットプレス 25T 30T 50T)
- ラボ用加熱プレート付きマニュアル高温加熱油圧プレス機
- タッチスクリーン自動真空熱プレス
- 30T 40T 分割自動加熱油圧プレス機(加熱プレート付き)実験室用ホットプレス
- 真空熱間プレス炉 加熱真空プレス


















