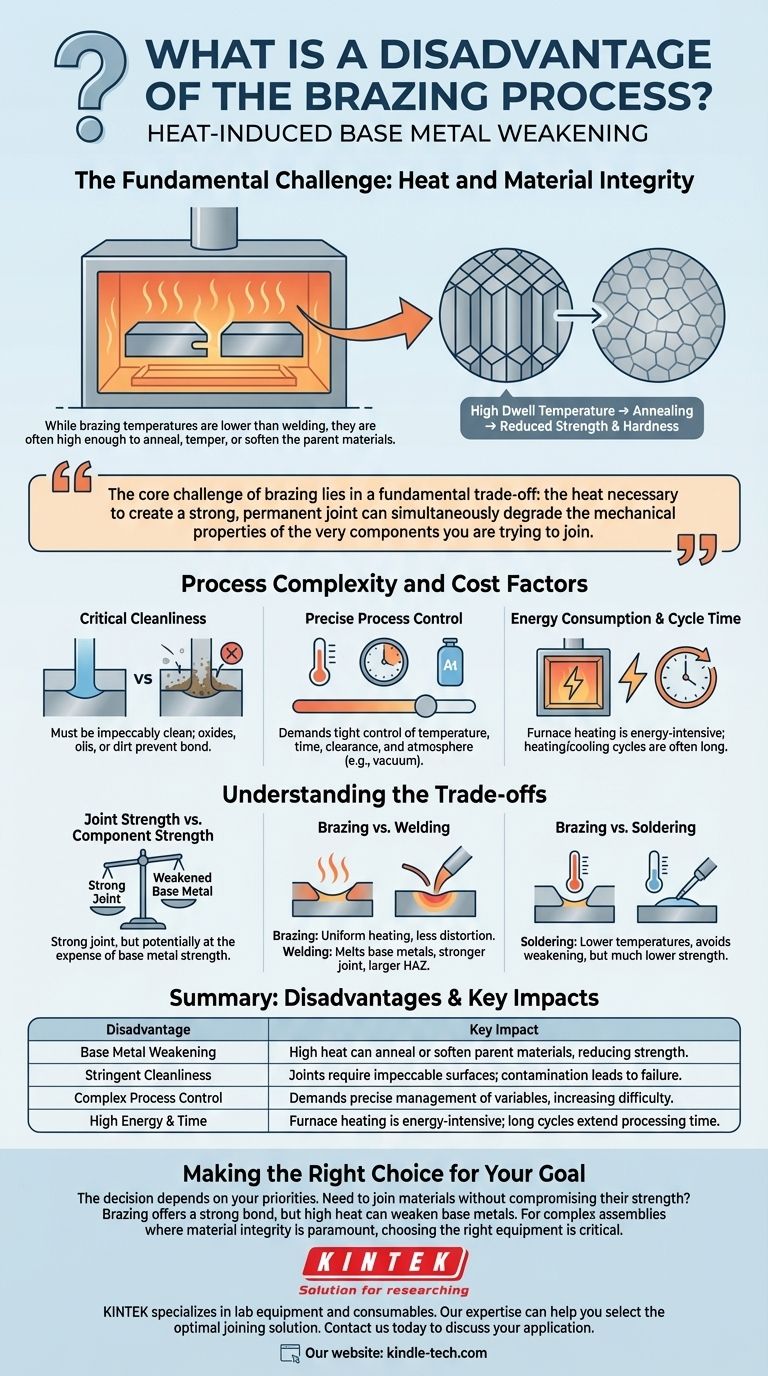
ろう付けプロセスの主な欠点は、接合される母材の冶金特性を弱めたり、その他の悪影響を及ぼしたりする可能性がある、必要な高温です。ろう付けの温度は溶接よりも低いですが、母材の焼きなまし、焼き戻し、または軟化を引き起こすのに十分なほど高くなることが多く、これにより完成したアセンブリ全体の強度が損なわれる可能性があります。
ろう付けの核心的な課題は、基本的なトレードオフにあります。強力で恒久的な接合部を作成するために必要な熱が、接合しようとしている部品自体の機械的特性を同時に劣化させる可能性があるということです。
基本的な課題:熱と材料の完全性
欠点を理解するためには、まずプロセスがどのように機能するかを見る必要があります。ろう付けは接合のために熱に依存しており、この熱には結果が伴います。
ろう付けの仕組み
ろう付けでは、母材よりも融点が低いフィラーメタル(合金)を使用して、密接に接合された2つの表面を接合します。アセンブリは、フィラーの融点よりも高く、母材の融点よりも低い温度に加熱されます。
その後、溶融したフィラーが毛細管現象によって部品間の隙間に引き込まれ、冷却時に強力で恒久的な冶金結合が形成されます。
意図しない結果:材料硬度の低下
主な問題は、保持温度として知られるこの必要な温度が、母材に対して熱処理プロセスとして機能するのに十分なほど高いことです。
多くの金属、特に加工硬化や以前の熱処理によって硬化された金属の場合、この高温への暴露は焼きなましを引き起こす可能性があります。これは金属を軟化させ、強度と硬度を低下させるプロセスです。

プロセスの複雑さとコスト要因
材料軟化という主な問題に加えて、ろう付けには、全体的なコストと難しさに寄与するいくつかの他の実際的な課題があります。
清浄度の極めて重要な必要性
ろう付け継手は汚染に対して非常に敏感です。フィラーメタルが適切に流れ、母材と接合するためには、表面は完璧にきれいである必要があります。
酸化物、油、または汚れがあると、毛細管現象が妨げられ、弱くまたは失敗した接合部になります。これは、集中的でしばしば費用のかかる事前洗浄手順を必要とします。
正確なプロセス制御は譲れない
ろう付けは寛容なプロセスではありません。温度、時間、接合部のクリアランス、雰囲気(例:真空ろう付けの場合)など、重要なパラメーターに対する厳密な制御が要求されます。
これらの変数を正確に管理できないと、接合部の充填不足、母材の侵食、その他の重大な欠陥につながる可能性があります。この高い技術的要件が、その複雑さを増しています。
エネルギー消費とサイクルタイム
アセンブリ全体をろう付け温度まで加熱することは、多くの場合炉内で行われますが、エネルギーを大量に消費するプロセスです。
さらに、加熱および制御された冷却サイクルはかなり長くなる可能性があり、スポット溶接のようなより速い接合方法と比較して、全体的な処理時間が延長され、スループットが制限されます。
トレードオフの理解
完璧な接合プロセスはありません。ろう付けの欠点は、情報に基づいた決定を下すために、その独自の利点と天秤にかけられる必要があります。
接合部の強度 対 部品の強度
主なトレードオフは明確です。強力でクリーンで連続した接合部が得られますが、母材の元の強度が犠牲になる可能性があります。これは、材料を全く変更しない機械的ファスナーとは異なります。
ろう付け 対 溶接
溶接は母材自体を溶融させ、多くの場合、より強力な接合部を作成しますが、局所的な大きな応力、歪み、および材料を弱める可能性のあるより大きな熱影響部(HAZ)も引き起こします。ろう付けの均一な加熱は、多くの場合、はるかに少ない歪みをもたらし、複雑な、または精密なアセンブリにとって重要な利点となります。
ろう付け 対 はんだ付け
はんだ付けは類似したプロセスですが、はるかに低い温度と強度の低いフィラーメタルを使用します。母材が弱くなる問題は回避されますが、機械的強度が大幅に低い接合部が生成されます。
目標に合った正しい選択をする
ろう付けを使用するかどうかの決定は、プロジェクトの特定の優先順位と制約に完全に依存します。
- 主な焦点が最大の部品強度である場合: 母材の熱誘発性の軟化の可能性を考慮するか、代替の低温接合プロセスを選択する必要があります。
- 主な焦点が歪みを最小限に抑えて複雑な形状を接合することである場合: ろう付けは優れた選択肢ですが、厳格なプロセス制御と洗浄要件に対応する準備が必要です。
- 主な焦点が漏れのない連続した接合部を作成することである場合: ろう付けは機械的固定と比較して優れた性能を発揮し、その高いプロセス複雑性を正当化します。
これらの固有のトレードオフを理解することで、ろう付けが特定のエンジニアリング上の課題に対する最適な解決策であるかどうかを自信を持って判断できます。
要約表:
| 欠点 | 主な影響 |
|---|---|
| 母材の弱体化 | 高いろう付け熱により、母材が焼きなましまたは軟化し、元の強度と硬度が低下する可能性があります。 |
| 厳格な清浄度 | 接合部には完璧にきれいな表面が必要であり、汚染があると弱い接合部または失敗した接合部につながります。 |
| 複雑なプロセス制御 | 温度、時間、雰囲気の正確な管理が要求され、技術的な難易度が増します。 |
| 高いエネルギーと時間 | 炉による加熱はエネルギーを大量に消費し、制御された冷却サイクルが処理時間を延長します。 |
材料の強度を損なうことなく接合する必要がありますか?
ろう付けは強力でクリーンな接合部を提供しますが、その高い熱は母材を弱める可能性があります。材料の完全性が最も重要となる複雑なアセンブリでは、適切な機器とプロセスを選択することが不可欠です。
KINTEKは、実験室のニーズに応える実験装置と消耗品の専門家です。 当社の専門知識は、特定の材料とプロジェクトの目標に最適な接合ソリューションを選択するのに役立ち、性能と信頼性を保証します。
今すぐお問い合わせいただき、お客様のアプリケーションについてご相談の上、お客様の成功をどのようにサポートできるかをご確認ください。お問い合わせフォームからご連絡ください。
ビジュアルガイド