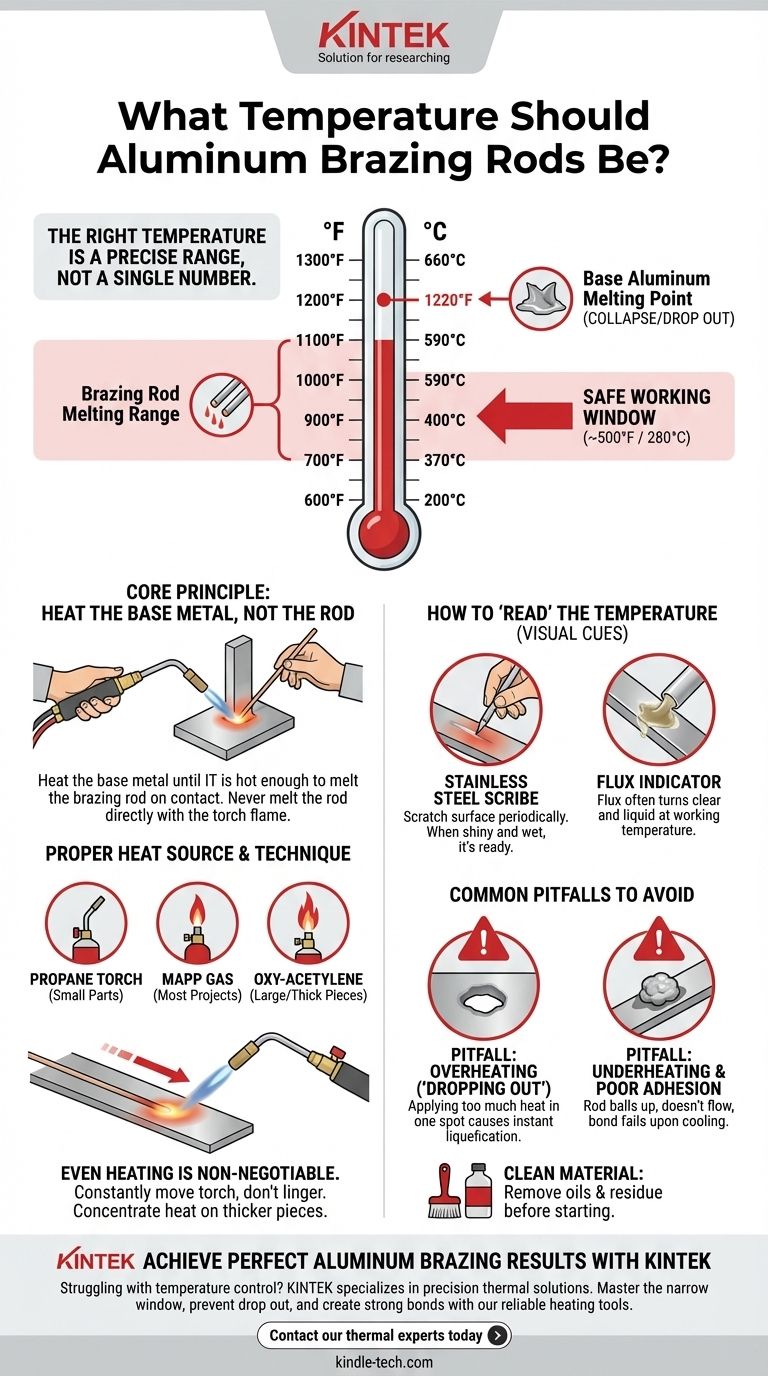
アルミニウムろう付けの適切な温度は、単一の数値ではなく、正確な範囲です。ほとんどのアルミニウムろう付け棒またははんだ付け棒は、700°Fから1100°F(370°Cから590°C)の間で溶融します。しかし、成功の真の鍵は、アルミニウムの母材をこの作業温度まで加熱することです。アルミニウム自体は1220°F(660°C)前後で溶融して崩壊するため、非常に狭い誤差の範囲しかありません。
アルミニウムろう付けの核心原理はこれです。母材が、接触したろう付け棒を溶かすのに十分なほど熱くなるまで、母材を加熱しなければなりません。トーチで棒を直接溶かしてはいけません。この根本的な違いが、強く永続的な接合と、弱く失敗した試みを分けるものです。

なぜ温度管理がすべてなのか
アルミニウムのろう付けを成功させるには、使用するツールよりも、熱を管理する能力が重要です。アルミニウムの特性は、鋼と比較してこのプロセスを特に困難にします。
重要な温度範囲
ろう付け棒の融点(例:730°F)と母材の融点(1220°F)の間のギャップが、作業可能な全範囲です。
鋼とは異なり、アルミニウムは融点に近づいていることを示す赤熱を発しません。見た目は変化せず、ほとんど警告なしに突然「溶け落ちる」か、液体状態に崩壊します。
棒ではなく母材を加熱する
目標は、トーチを使用してアルミニウム部品(ワークピース)を棒の流動温度まで上昇させることです。
母材が十分に熱くなったら、棒を接合部に触れるだけです。金属からの熱が棒を瞬時に溶かし、毛細管現象によって接合部の奥深くまで流れ込み、強力な接合を形成します。トーチの炎で棒を溶かすと、表面で球状になり、接着しません。
温度を「読み取る」方法
工業用設備がない場合、温度を測定するには視覚的および物理的な手がかりに頼る必要があります。
一般的で効果的なテクニックは、ステンレス製のスクライバーまたはブラシを使用することです。接合部を加熱しながら、定期的に表面を引っ掻きます。金属が表面の酸化層を破壊するのに十分なほど熱くなると、引っ掻いた部分が光沢があり湿ったように見えます。これが、アルミニウムがろう付け棒を受け入れる準備ができたという合図です。
熱源と技術の役割
適切な温度管理には、適切なツールと適切な適用方法が必要です。
トーチの選択
非常に小さい部品や薄い部品には、単純なプロパントーチで十分な場合があります。
しかし、ほとんどのプロジェクトでは、MAPPガスのように、より多くの熱を供給するトーチが必要になります。より大きく厚い部品には、接合部全体を迅速かつ均一に加熱するために、中性またはわずかに浸炭性の炎を持つ酸素アセチレントーチが必要となることがよくあります。
均一な加熱は必須
トーチを接合部全体に常に動かし続ける必要があります。一箇所に留まると、周囲の金属が必要な温度に達するずっと前に、その箇所が過熱して溶けてしまいます。
異なる厚さの部品を接合する場合は、熱の大部分を厚い部品に集中させ、その熱が薄い部品に伝導するようにします。
フラックスの機能
アルミニウムは瞬時に硬くて透明な酸化層を形成し、ろう付け合金が接合するのを妨げます。フラックスは、別途塗布されるか、棒の芯に含まれる化学物質で、ろう付け温度でこの酸化層を除去するように設計されています。
フラックスを観察することも温度インジケーターとして機能します。母材が正しい作業温度に達すると、多くの場合、透明で液体状になります。
避けるべき一般的な落とし穴
何がうまくいかないかを理解することは、正しく行うために不可欠です。このプロセスは、準備や熱制御のミスに対して容赦がありません。
落とし穴:過熱と「溶け落ち」
これは最も一般的な失敗です。一箇所に過度の熱を加えると、アルミニウムが液化し、瞬時に穴が開いてしまいます。常に炎を動かし、広い範囲を加熱してください。
落とし穴:加熱不足と接着不良
母材が冷たすぎると、棒は流動しません。溶けないか、直接炎で溶けて表面に固まってしまいます。これでは接合は形成されず、冷えると材料は単に剥がれ落ちます。
落とし穴:汚れた、または未準備の材料
汚れたアルミニウムではろう付けは失敗します。作業を開始する前に、接合部を専用のステンレス製ブラシ(鋼に使用したものは絶対に使用しない)で機械的に清掃し、アセトンなどの溶剤で拭いて、すべての油分や残留物を取り除く必要があります。
成功のための実用的なチェックリスト
これらのガイドラインを使用して、特定の目標に合わせた技術を調整してください。
- 薄い材料(チューブやシートなど)を修理する場合:低温の棒と、より柔らかく広い炎を使用して、領域を優しく加熱し、金属が焼き切れるのを防ぎます。
- 厚い部品と薄い部品を接合する場合:熱の80%を厚い部品に集中させ、その熱が薄い部品に伝導して、接合部全体が均一に温度に達するようにします。
- 棒が接合部に流れない場合:母材が十分に熱くなっていません。棒を取り除き、ワークピースに広いパターンでさらに熱を加え、再度試してください。
- アルミニウムに穴が開いた場合:母材を過熱しました。直ちに作業を中止し、トーチを離し、損傷を評価する前に部品を完全に冷ましてください。
温度管理を習得することは、アルミニウムろう付けを、イライラするギャンブルから信頼できるスキルへと変える鍵です。
要約表:
| 主要な温度パラメータ | 値 |
|---|---|
| ろう付け棒の融点 | 700°F - 1100°F (370°C - 590°C) |
| 母材アルミニウムの融点 | 1220°F (660°C) |
| 安全な作業範囲 | 約500°F (280°C) |
| 重要な技術 | 棒ではなく母材を加熱する |
KINTEKで完璧なアルミニウムろう付け結果を達成
アルミニウムろう付けの温度管理でお困りですか?KINTEKは、技術者やメーカーが完璧な金属接合のために正確な温度パラメータを維持できるよう、精密な実験装置と熱ソリューションを専門としています。当社の信頼できる加熱ツールと専門家によるサポートにより、棒の融解と母材の損傷の間の狭い500°Fの範囲内で作業できます。
私たちはあなたをサポートします:
- 正確な温度管理で母材の「溶け落ち」を防ぐ
- 適切な熱適用により、強力で永続的な接合を作成する
- 一貫した結果を得るための視覚的な温度の手がかりを習得する
アルミニウムろう付けをイライラするものから信頼できるものに変える準備はできていますか? 今すぐ当社の熱専門家にお問い合わせください。お客様の特定のプロジェクトニーズに合わせた機器ソリューションと技術指導を提供します。
ビジュアルガイド
関連製品
- 産業用途向けエンジニアリング先進ファインアルミナ Al2O3 セラミックロッド絶縁体
- エンジニアリング先進ファインセラミックス用精密加工イットリウム安定化ジルコニアセラミックロッド
- PTFE撹拌子回収ロッド用カスタムPTFEテフロン部品メーカー


