アルミニウムを適切にろう付けするには、プロセス温度は単一の数値ではなく、注意深く制御されたウィンドウです。温度はろう材を溶かすのに十分高い必要がありますが、母材のアルミニウムを固体のまま保つのに十分低くする必要があります。一般的に、母材のアルミニウム合金の固相線温度は、ろう付け可能と見なされるためには600°C(1112°F)より高い必要があります。
アルミニウムろう付けの核心的な課題は、ろう材の融点よりわずかに高く、接合するアルミニウム部品の融点より安全に低い温度を維持することです。この重要な温度ウィンドウが、強力で成功した接合の鍵となります。
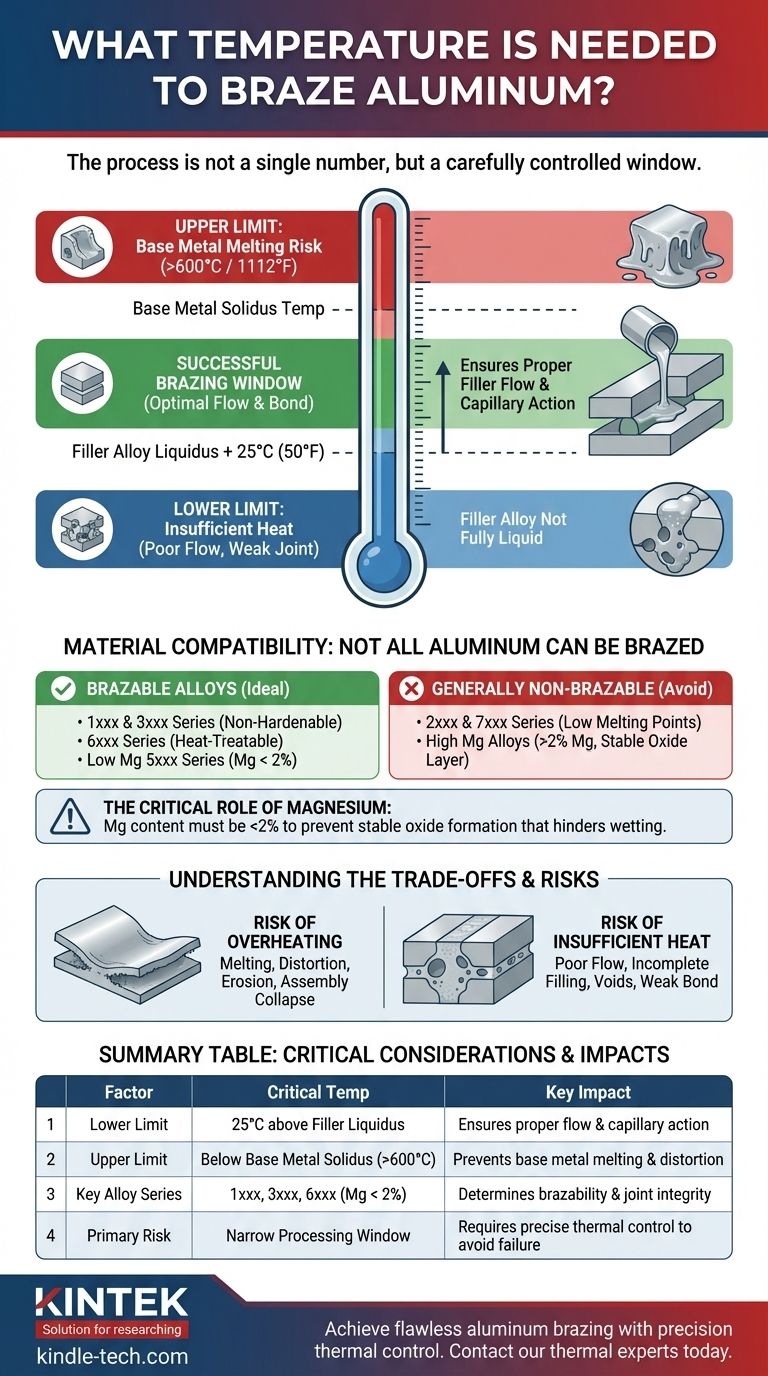
基本原則:ろう付け温度ウィンドウ
ろう付けが成功するのは、特定の熱範囲内でのみ発生します。材料によって定義されるこのウィンドウの上限と下限を理解することは、プロセス制御に不可欠です。
下限:ろう材の溶解
プロセスの最低温度は、ろう材、別名ろう付け合金によって決まります。
アセンブリを、このろう材の液相線温度より少なくとも25°C(50°F)高く加熱する必要があります。液相線点は、合金が完全に液体になり、毛細管現象によって接合部に流れ込む温度です。
上限:母材の保護
許容される最高温度は、接合されるアルミニウム部品によって決まります。
母材アルミニウムの固相線温度(溶け始める点)は、ろう付け温度よりも高くなければなりません。これにより、プロセス全体を通して部品の構造的完全性が維持されます。

材料の互換性:すべてのアルミニウムがろう付けできるわけではない
母材の特定の合金は、ろう付けが可能かどうかを決定する最も重要な要因です。鍵となるのは、十分に高い融点と制御されたマグネシウム含有量です。
ろう付け可能なアルミニウム合金
固相線温度がろう材の液相線点より安全に高い合金が理想的です。
これには、ほとんどの非時効硬化型1xxx系および3xxx系合金、ならびに時効硬化型6xxx系合金が含まれます。一部の5xxx系合金も適していますが、マグネシウム含有量が低い場合に限ります。
一般的にろう付け不可能な合金
多くの高強度合金は、従来のろう付け方法には融点が低すぎます。
これには、ほとんどの2xxx系および7xxx系合金が含まれます。これらの固相線温度は、標準的なアルミニウムろう材の液相線点よりも低いことが多く、処理不可能な処理ウィンドウが生じます。
マグネシウムの重要な役割
マグネシウム含有量は注意深く制御する必要があります。理想的には2%未満です。
マグネシウム濃度が高いと、アルミニウム表面に非常に安定した頑固な酸化膜が形成されます。この酸化膜は、ろう材が表面を濡らして接合部に流れ込むのを妨げ、接合不良につながります。
トレードオフとリスクの理解
適切な温度を達成することは、バランスを取る作業です。理想的なウィンドウから逸脱すると、アセンブリ全体を危険にさらす可能性のある重大なリスクが生じます。
過熱のリスク
温度が高すぎる場合、または長時間維持された場合、母材が溶けるリスクがあります。
これにより、部品の変形、接合部での浸食、またはアセンブリの完全な崩壊につながる可能性があります。許容誤差は非常に小さい場合があります。
熱不足のリスク
温度が低すぎると、ろう材が完全に液体にならない可能性があります。
これにより、流れが悪くなり、接合部の充填が不完全になり、空隙や弱点ができます。結果として得られる結合は信頼性が低く、設計された強度を満たしません。
用途に合わせた適切な選択
適切な材料の選択とプロセス温度の制御が最も重要です。あなたの目標が材料の選択を決定します。
- 構造的完全性が主な焦点の場合: ろう付け後の強化を可能にする6xxx系などのろう付け可能な時効硬化型合金を使用します。
- 一般的な製造または熱交換が主な焦点の場合: ろう付け性に優れていることで知られる1xxx系または3xxx系などの一般的な非時効硬化型合金を使用します。
- 失敗を避けることが主な焦点の場合: ろう付けを試みる前に、必ず特定の合金指定を確認し、マグネシウム含有量が2%未満であることを確認してください。
結局のところ、アルミニウムろう付けの成功は、特定の材料によって定義されるウィンドウ内での正確な熱制御にかかっています。
要約表:
| 要素 | 重要温度/考慮事項 | 主な影響 |
|---|---|---|
| 下限 | ろう材液相線温度より25°C(50°F)高い | 適切なろう材の流れと毛細管現象を保証する。 |
| 上限 | 母材アルミニウム合金の固相線温度より低い(>600°C / 1112°F) | 母材の溶解と部品の変形を防ぐ。 |
| 主要合金シリーズ | 1xxx、3xxx、6xxx(Mg < 2%) | ろう付け可能性と接合の完全性を決定する。 |
| 主なリスク | 狭い処理ウィンドウ | 失敗を避けるためには正確な温度制御が必要。 |
精密な熱制御で完璧なアルミニウムろう付けを実現しましょう。
アルミニウムろう付けの狭い温度ウィンドウを乗り切ることは、部品を損傷することなく強力で信頼性の高い接合部を作成するために不可欠です。適切な装置は、成功のために必要な正確で均一な加熱を提供します。
KINTEKは、アルミニウムろう付けのような要求の厳しい用途向けに設計された高性能ラボ炉および熱処理ソリューションを専門としています。当社の装置は、過熱や熱不足のリスクを回避するために研究室が必要とする精度と一貫性を提供します。
ろう付けプロセスの最適化をお手伝いします。今すぐ当社の熱専門家に連絡して、お客様固有の用途要件についてご相談いただき、研究室のニーズに最適なソリューションを見つけてください。
ビジュアルガイド
関連製品
- 真空熱処理焼結ろう付け炉
- エンジニアリング先進ファインセラミックス用高温アルミナ(Al2O3)炉心管
- 実験室マッフル炉用エンジニアリング先進ファインアルミナAl2O3セラミックるつぼ
- 1400℃実験室用高温管状炉(アルミナチューブ付き)
- 1700℃実験室用高温管状炉(アルミナチューブ付き)



















