定義上、冷間等方圧加圧(CIP)は、周囲の室温またはその付近で行われます。「冷間」という用語は、極めて高温で動作する熱間等方圧加圧(HIP)などのプロセスと明確に対比するために使用されます。CIPにおける変革的な作業は、熱エネルギーではなく、巨大で均一な圧力の印加によって達成されます。
「冷間等方圧加圧」という名称は誤解を招く可能性があります。これは極低温条件を意味するのではなく、成形プロセス全体が室温で行われ、予備部品を形成するために極端な静水圧のみに依存することを意味します。
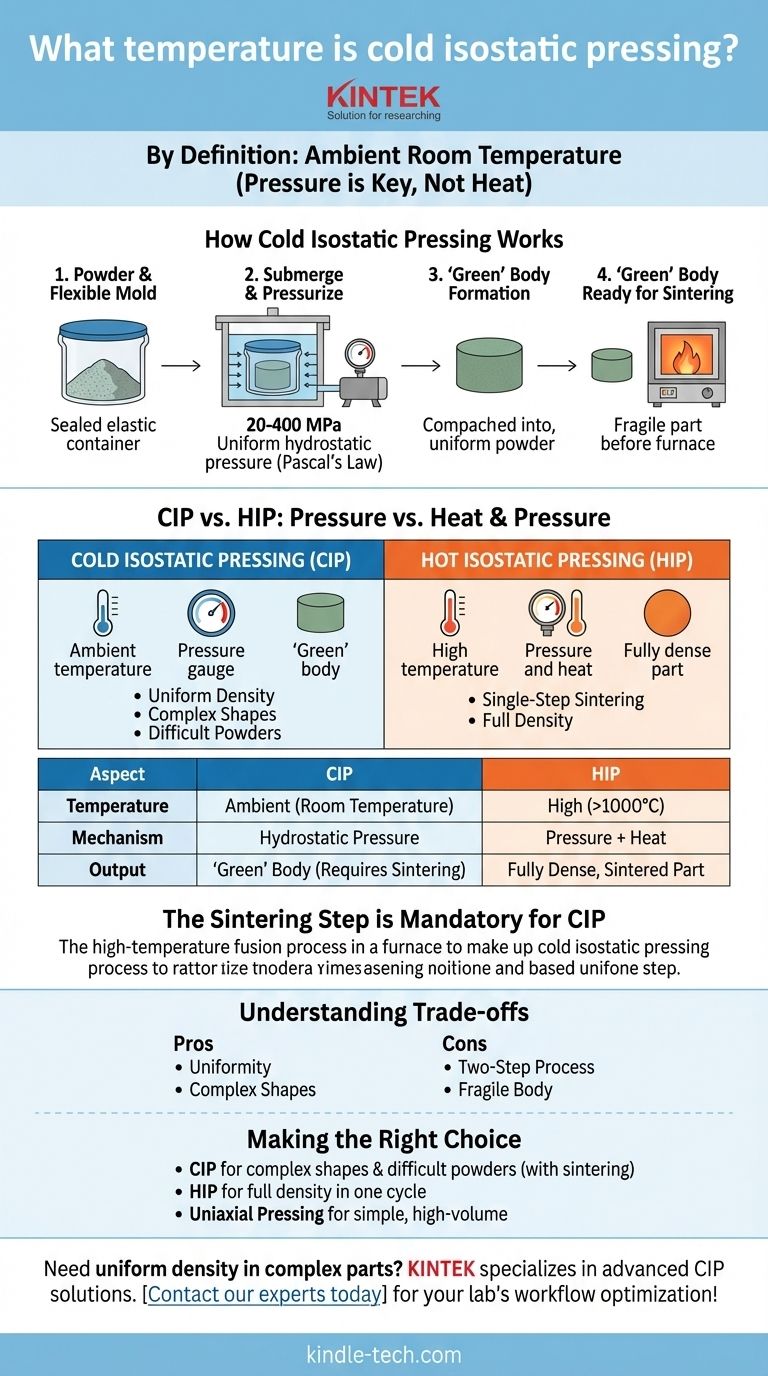
冷間等方圧加圧の仕組み
なぜ温度が要因ではないのかを理解するには、まずそのメカニズムを理解する必要があります。CIPは、最終的な熱処理を受ける前に、粉末を固形塊に成形する方法です。
核となる原理:パスカルの法則
このプロセスはパスカルの法則に基づいて機能します。パスカルの法則とは、密閉された流体に加えられた圧力は、流体のあらゆる部分および容器の壁に減衰することなく伝達されるというものです。
これは、粉末があらゆる方向から均等に圧縮されることを意味し、このためプロセスは「等方性」、つまり均一な圧力と呼ばれます。
プロセスの段階的説明
まず、粉末を柔軟なエラストマー製モールドに入れ、その後、多くの場合真空下で密封します。
この密封されたモールドは、通常、腐食防止剤を混ぜた水で満たされた圧力チャンバーに浸されます。次に、外部ポンプがこの流体を20~400 MPaという途方もないレベルまで加圧します。
極端な静水圧によりモールドが潰れ、内部の粉末が均一に圧縮されます。
結果:「グリーン」ボディ
CIPプロセスの出力は、「グリーン」ボディとして知られる圧縮された粉末形態です。
この部品は均一な密度を持ち、モールドの形状をしていますが、個々の粉末粒子は機械的に結合されているだけで、冶金的に結合されていません。ある程度の完全性はありますが、比較的脆いです。

重要な区別:圧力と熱
CIPと他の方法との根本的な違いは、機械的な力のみに依存していることです。これは、製造ワークフロー全体に大きな影響を与えます。
「冷間」とは、単に熱を加えないことを意味します
CIPは純粋に機械的な圧縮プロセスです。装填、加圧、減圧のサイクル全体は、作業場の周囲温度で行われます。
熱間等方圧加圧(HIP)との対比
これは、熱間等方圧加圧(HIP)とは正反対です。HIPは、極端な圧力と非常に高い温度(しばしば1,000°C以上)を組み合わせます。
HIPでは、熱と圧力が同時に加えられ、粉末の固化と焼結(粒子の融着)の両方が単一のステップで発生します。
必須の次のステップ:焼結
CIPは熱を使用しないため、結果として得られる「グリーン」ボディは、焼結と呼ばれる別の後続の高温プロセスを経る必要があります。
焼結中、グリーン部品は炉で加熱され、粉末粒子が融合して強く密度の高い最終部品を形成します。CIPと焼結は、完全なプロセスの2つの異なるステップです。
トレードオフの理解
CIPは強力な技術ですが、あらゆるシナリオに対する解決策ではありません。その利点は、その限界に直接結びついています。
利点:均一な密度と複雑な形状
CIPの主な利点は、複雑な形状であっても、非常に均一なグリーン密度を持つ部品を製造できることです。これは、一方向から圧縮する一軸プレスなどの方法では達成が非常に困難です。
利点:扱いにくい粉末への適用
CIPは、硬い金属やセラミックスなど、非常に硬く、他の形式のプレスに耐性のある材料の圧縮に非常に効果的です。
限界:2段階プロセス
最大のトレードオフは、別途焼結ステップが必要となることです。これにより、HIPのような統合されたプロセスと比較して、総製造サイクルが長く、より複雑になります。
限界:グリーンボディの取り扱い
結果として得られる「グリーン」ボディは最終的な強度に達しておらず、脆い場合があります。損傷を防ぐために、CIPユニットと焼結炉の間で慎重な取り扱いが必要です。
目標に合った正しい選択をする
適切な粉末固化方法の選択は、材料、部品の複雑さ、および生産要件に完全に依存します。
- 扱いにくい粉末から均一な密度を持つ複雑な形状を作成することが主な焦点である場合:後続の焼結ステップを考慮に入れる限り、CIPは優れた選択肢です。
- 単一サイクルで完全な密度と最終的な材料特性を達成することが主な焦点である場合:熱間等方圧加圧(HIP)がより直接的で適切な技術です。
- 単純で堅牢な形状を大量生産することが主な焦点である場合:従来のユニ軸ダイプレスが、より費用対効果が高く、高速な代替手段となる可能性があります。
圧力駆動の圧縮と熱融着のこの区別を理解することが、高度な材料加工を効果的に活用するための鍵となります。
要約表:
| 側面 | 冷間等方圧加圧(CIP) | 熱間等方圧加圧(HIP) |
|---|---|---|
| 温度 | 周囲温度(室温) | 高温(しばしば1000°C超) |
| 主要メカニズム | 静水圧 | 圧力 + 熱 |
| 出力 | 「グリーン」ボディ(焼結が必要) | 完全に緻密化された焼結部品 |
| 主な利点 | 複雑な形状における均一な密度 | 単一ステップでの固化と焼結 |
複雑なセラミック部品や金属部品で均一な密度を達成する必要がありますか? KINTEKは、冷間等方圧加圧ソリューションを含む高度な実験装置を専門としています。当社の専門知識により、お客様の特定の粉末成形および焼結ニーズに合った適切な技術を確実に提供し、高品位な部品を効率的に生産できるよう支援します。CIPがお客様の研究室のワークフローをどのように最適化できるかについて、今すぐ当社の専門家にお問い合わせください!
ビジュアルガイド
関連製品
- コールドアイソスタティックプレス用電気分割ラボコールドアイソスタティックプレスCIP装置
- 電気実験室用コールドアイソスタティックプレス CIP装置
- 自動ラボ用コールドアイソスタティックプレス CIP装置 コールドアイソスタティックプレス
- 手動等方圧プレス機 CIPペレットプレス
- 全固体電池研究用温間等方圧加圧装置(WIP)












