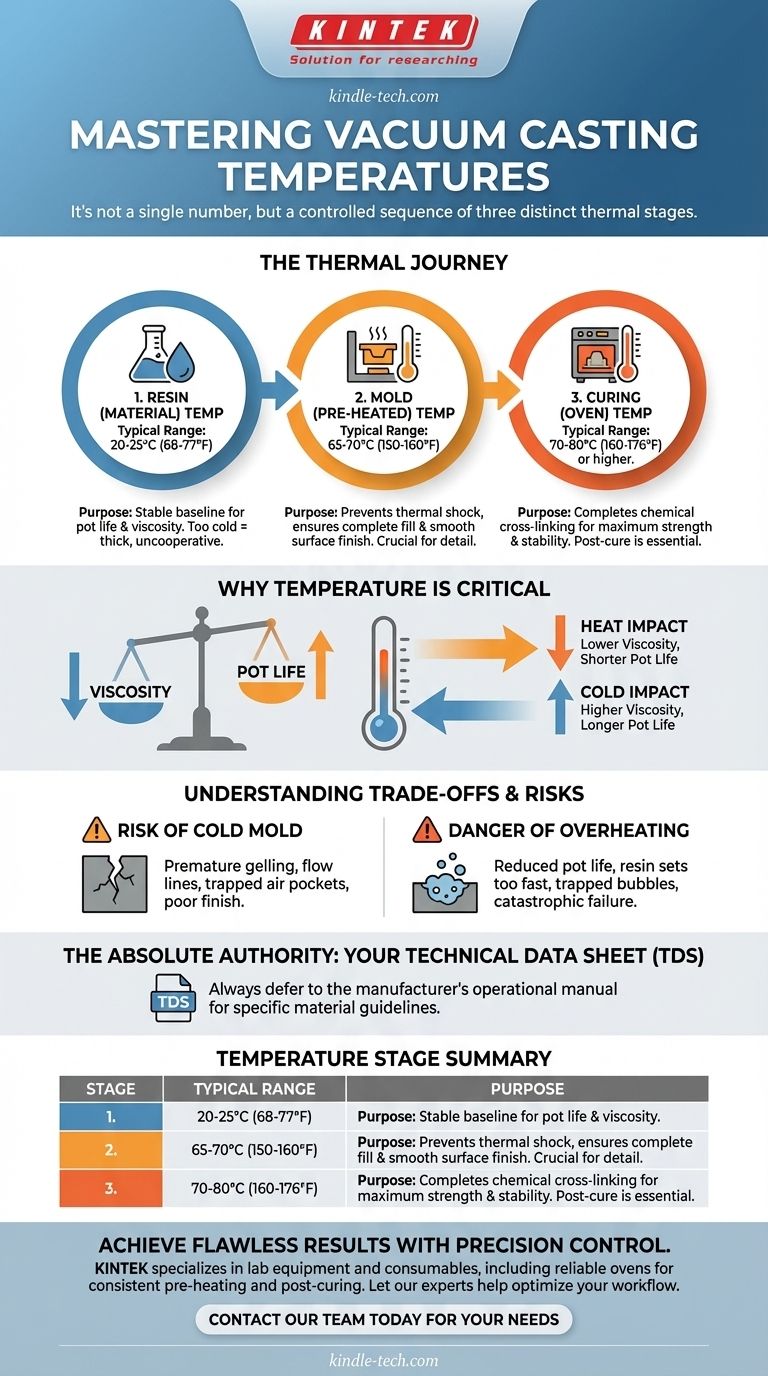
真空注型に理想的な温度は、単一の数値ではなく、3つの異なる温度を慎重に制御したシーケンスです。これらは、混合樹脂の温度(通常は室温、約25°Cまたは77°F)、予熱されたシリコーン金型の温度(通常は65-70°Cまたは150-160°F)、および最終的な硬化オーブンの温度(多くの場合70°Cまたは160°F以上)であり、それぞれ材料の特定の技術データシート(TDS)によって決定されます。
真空注型の成功は、完璧な温度を一つ見つけることよりも、材料、金型、硬化プロセスの間の熱的関係をマスターすることに大きく関係しています。各段階には、部品の最終的な品質に直接影響を与える独自の熱要件があります。

温度が最も重要な変数である理由
真空注型において、温度は液体樹脂の最も重要な2つの特性、すなわち粘度とポットライフを支配します。
粘度は流体の流れやすさの尺度です。ポットライフは、混合された樹脂がゲル化して固化し始めるまでの作業時間です。温度を制御することで、これら両方を直接制御できます。
熱の影響
温度が高いほど樹脂の粘度が下がり、微細な部分にも流れ込みやすくなります。しかし、化学反応も促進され、ポットライフが大幅に短くなります。
冷気の影響
温度が低いほどポットライフが延び、作業時間が長くなります。しかし、樹脂の粘度も上がり、より粘り気が出て、金型の小さな特徴すべてを満たせない可能性があります。
マスターすべき3つの主要な温度
成功する注型プロセスは、熱の旅を管理することにかかっています。一つの温度を維持するのではなく、材料を3つの重要な熱段階を通して移行させます。
1. 材料(樹脂)の温度
注型樹脂(通常はポリウレタン)の2つの成分は、ほとんどの場合、標準的な室温、約20-25°C(68-77°F)で保管および混合されます。
これにより、材料の記載されたポットライフに対して安定した予測可能な基準が提供されます。冷たすぎる樹脂を混合すると、粘度が高く扱いにくい状態になります。
2. 金型の温度
シリコーン金型は、注型前に予熱する必要があります。一般的な予熱温度は65-70°C(150-160°F)です。
予熱の主な目的は、「熱衝撃」を防ぐことです。温かく反応中の樹脂を冷たい金型に注ぐと、樹脂が金型壁に触れた部分で冷え、粘度が増加し、フローマーク、不完全な充填、および表面仕上げの悪化につながります。熱い金型は、樹脂がキャビティを満たす間、流動性を保ちます。
3. 硬化温度
部品が脱型された後も、まだ完全な強度には達していません。特定の温度で数時間オーブンで後硬化させる必要があります。
この最終的な加熱段階は、多くの場合70-80°C(160-176°F)以上で、ポリマー内の化学的架橋を完了させます。このステップを省略すると、弱く、脆く、寸法的に不安定な部品になります。
トレードオフを理解する
材料の推奨温度プロファイルから逸脱すると、重大なリスクが生じます。製造元の技術データシート(TDS)が唯一の真実の源です。
冷たい金型のリスク
適切に予熱されていない金型を使用することは、失敗の一般的な原因です。樹脂が冷たいシリコーンに接触して早期にゲル化するため、フローライン、閉じ込められた気泡、および粗い表面仕上げにつながる可能性があります。
過熱した金型または樹脂の危険性
金型を過熱したり、温かすぎる樹脂を混合したりすることも、同様に壊滅的な結果を招く可能性があります。ポットライフが大幅に短縮され、真空チャンバーが空気を完全に排気する前に樹脂が固まり始め、部品内に大量の気泡が閉じ込められる可能性があります。
絶対的な権威:技術データシート(TDS)
すべての注型樹脂は独自の化学組成です。製造元が提供するTDSは提案ではなく、その特定の材料の操作マニュアルです。推奨される金型温度、特定の質量でのポットライフ、および後硬化の正確な時間と温度が明示的に記載されています。常にTDSに従ってください。
目標に応じた適切な選択
常に材料のTDSが主要なガイドとなるべきです。ただし、特定の成果を最適化するために、わずかな専門的な調整を行うことができます。
- 非常に微細なディテールを捉えることが主な焦点である場合:樹脂の流動性を最大化するために、金型が推奨範囲の上限まで完全に均一に予熱されていることを確認してください。
- 非常に大きいまたは厚い部品を鋳造することが主な焦点である場合:貴重なポットライフの時間を稼ぐために、樹脂をわずかに低温の環境で混合することを検討するかもしれませんが、金型自体を冷やさないでください。
- 最大の機械的強度を達成することが主な焦点である場合:後硬化のスケジュールから逸脱しないでください。材料がそのデータシートの特性を完全に達成するように、TDSの推奨時間と温度に正確に従ってください。
最終的に、これらの温度をマスターすることが、注型プロセスを推測から信頼性のある再現可能な科学へと変える鍵となります。
要約表:
| 温度段階 | 一般的な範囲 | 目的 |
|---|---|---|
| 樹脂(材料) | 20-25°C (68-77°F) | ポットライフと粘度の安定した基準を提供する |
| 金型(予熱) | 65-70°C (150-160°F) | 熱衝撃を防ぎ、完全な充填と滑らかな仕上げを保証する |
| 硬化(オーブン) | 70-80°C (160-176°F)以上 | 最大の強度と安定性のために化学反応を完了させる |
精密な温度制御で完璧な真空注型結果を実現します。熱プロファイルをマスターすることは、微細なディテールの再現から機械的強度まで、部品の品質にとって不可欠です。KINTEKは、一貫した金型の予熱と後硬化のための信頼性の高いオーブンを含む、お客様の注型プロセス全体をサポートする実験装置と消耗品を専門としています。当社の専門家が、再現性のある高品質な結果を得るためのワークフローの最適化をお手伝いします。今すぐ当社のチームにご連絡いただき、お客様の特定の真空注型ニーズについてご相談ください。
ビジュアルガイド
関連製品
- サンプル前処理用真空冷間埋め込み機
- ラミネート・加熱用真空熱プレス機
- ラボプラスチックPVCカレンダー延伸フィルムキャストマシン(フィルムテスト用)
- タッチスクリーン自動真空熱プレス
- ラボ用電動油圧真空熱プレス

















