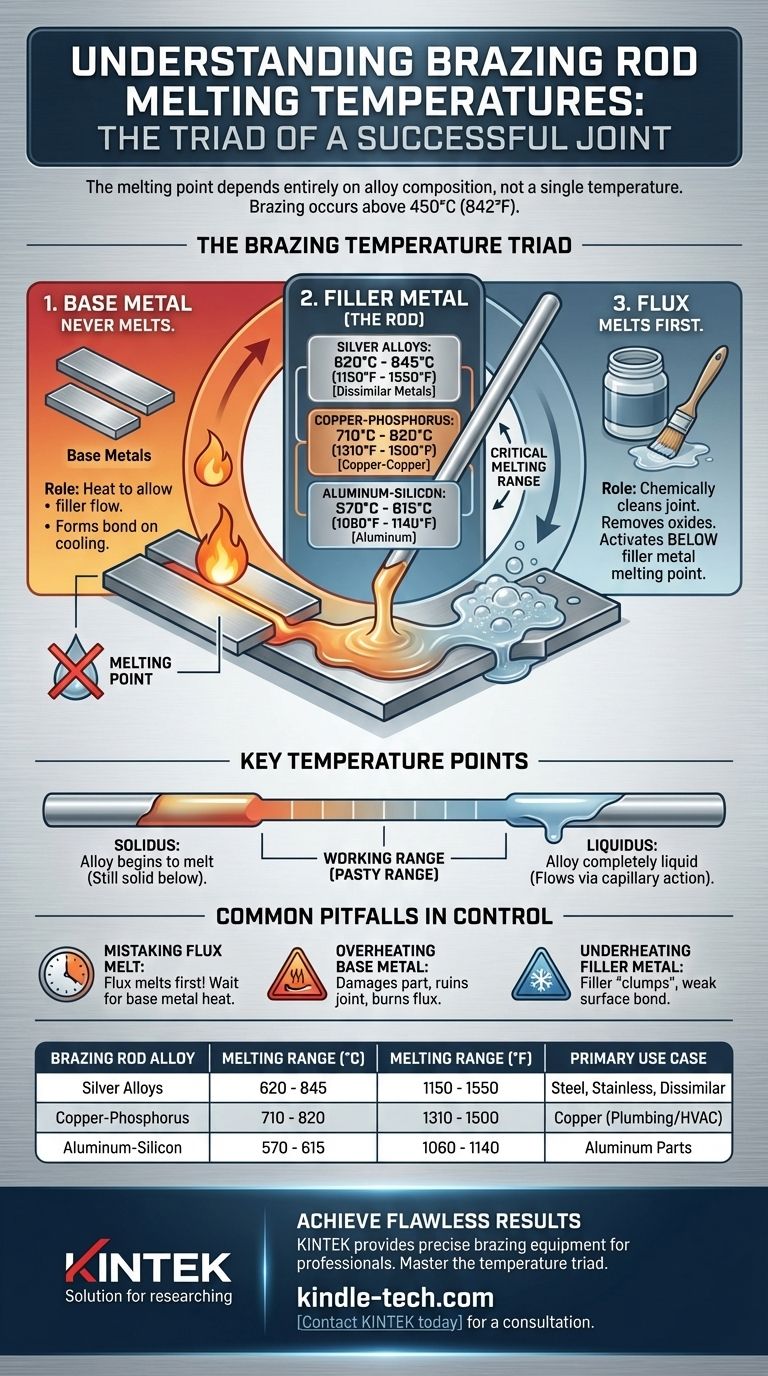
ロウ付け棒の融点は、その特定の合金組成によって完全に異なります。 定義上、ロウ付けプロセスでは、450°C (842°F) 以上で溶融し、かつ接合される母材の融点以下で溶融する充填金属を使用します。したがって、単一の温度というものはなく、銀ベースの棒は銅-リンやアルミニウム-ケイ素の棒とは異なる温度で溶融します。
ロウ付けの核心的な原則は、制御された温度階層です。まずフラックスが溶融して接合部を清浄にし、次に充填金属(棒)が溶融し、その間ずっと母材は固体のまま保たれます。成功するロウ付けは、単一の融点だけでなく、この順序を理解することにかかっています。
ロウ付け温度の三位一体
強固なロウ付け接合は、それぞれ温度に関連する明確な役割を持つ3つの主要な要素の相互作用によって生まれます。このプロセスは単一のイベントではなく、一連のものです。
母材の役割
母材とは、接合しようとする部品のことです。ロウ付けでは、母材が融点に達することは決してありません。
母材の役割は、溶融した充填金属が毛細管現象によって接合部に流れ込み、冷却時に強固な冶金的結合を形成するのに十分な温度に加熱されることです。
充填金属(ロウ付け棒)
これがロウ付け棒そのものです。その溶融範囲は最も重要な要素であり、種類によって大きく異なります。
- 銀合金: 鋼と銅のような異種金属の接合によく使用されます。溶融範囲は通常620°Cから845°C (1150°Fから1550°F)です。
- 銅-リン合金: フラックスなしで銅同士を接合するためによく使用されます。これらは710°Cから820°C (1310°Fから1500°F)の範囲で溶融します。
- アルミニウム-ケイ素合金: アルミニウムのロウ付け専用です。これらはアルミニウムの融点よりわずかに低い、570°Cから615°C (1060°Fから1140°F)の低い範囲で溶融します。
フラックスの機能
フラックスは化学的な清浄剤です。その役割は、充填剤が適切に結合できるように、母材の表面から酸化物を取り除くことです。
重要なことに、フラックスは充填金属の融点より低い温度で溶融し、活性化するように設計されています。 あなたが挙げた温度、565-572°C (1049-1062°F) は、ロウ付け棒そのものではなく、ロウ付けフラックスの典型的な溶融範囲です。

理解すべき主要な温度ポイント
ロウ付け棒の技術データシートを見ると、2つの温度が記載されています。適切な技術のためには、両方を理解することが不可欠です。
「固相線」温度
これは合金が初めて溶融し始める温度です。この点より低いと、充填金属は完全に固体です。
「液相線」温度
これは合金が完全に液体になる温度です。毛細管現象による接合部への適切な流れは、この温度以上でしか発生しません。
作業範囲が重要な理由
固相線と液相線の間の温度差は、合金の「作業範囲」または「ペースト状範囲」です。この差が小さい合金は、固体から液体へ急速に移行するため、密着した接合部に最適です。差が大きいと、充填剤が完全に固化する前に、より大きな接合部に充填剤を加工する時間が長くなります。
温度制御における一般的な落とし穴
正しい温度を達成することは、ロウ付けにおいて最も一般的な課題です。プロセスを誤解すると、接合が失敗します。
フラックスの溶融をロウ付け温度と誤解する
最も頻繁な間違いは、フラックスが溶融して泡立つのを見て、すぐにロウ付け棒を適用することです。母材はまだ充填剤が適切に流れるほど熱くなっていません。フラックスが溶融するのは、接合部が正しいロウ付け温度に近づいていることを示す指標にすぎません。
母材の過熱
長時間にわたって過度に熱を加えると、母材が損傷したり変形したりする可能性があります。極端な場合、ワークピースが溶融し、接合部と部品が台無しになります。また、フラックスが燃え尽きてしまい、接合部が酸化から保護されなくなることもあります。
充填金属の加熱不足
棒を導入する際に母材が十分に熱くないと、充填剤が「塊」になり、接合部に流れ込みません。これにより、隙間に浸透するのではなく、表面に留まる弱く信頼性の低い結合が生じます。
目標に合わせた棒の選択
正しい棒と温度は、接合する材料によって決まります。
- 配管やHVAC用の銅管接合が主な目的の場合: 銅-リン棒を使用してください。これらは経済的で、銅には自己フラックス性があり、プロセスを簡素化します。
- 鋼、ステンレス鋼、または異種金属の接合が主な目的の場合: 銀ベースのロウ付け合金は、その強度と低い融点により、最も汎用性が高く信頼できる選択肢です。
- アルミニウム部品の接合が主な目的の場合: 温度範囲が非常に狭いため、特殊なアルミニウム-ケイ素充填合金とそれに対応するフラックスを使用する必要があります。
最終的に、成功するロウ付けは、母材を均一に加熱し、炎ではなくワークの熱によって充填棒を溶融させることで達成されます。
要約表:
| ロウ付け棒合金 | 一般的な溶融範囲(°C) | 一般的な溶融範囲(°F) | 主な用途 |
|---|---|---|---|
| 銀合金 | 620°C - 845°C | 1150°F - 1550°F | 鋼、ステンレス鋼、異種金属の接合 |
| 銅-リン合金 | 710°C - 820°C | 1310°F - 1500°F | 銅と銅の接合(配管/HVACで一般的) |
| アルミニウム-ケイ素合金 | 570°C - 615°C | 1060°F - 1140°F | アルミニウム部品の接合 |
適切な装置で完璧なロウ付け結果を達成する
ロウ付け棒の正確な融点を理解することは、戦いの半分に過ぎません。一貫した高品質の接合には、信頼性と精密な加熱装置が必要です。
KINTEKは、精度を求めるプロフェッショナル向けに設計されたロウ付けトーチや温度制御システムを含む、研究室および作業場用機器を専門としています。当社は、フラックス、充填金属、母材が常に完璧に相互作用し、強固で耐久性のある接合を保証する、温度の三位一体をマスターするために必要なツールを提供します。
お客様のロウ付けプロセスを向上させるお手伝いをさせてください。 HVAC、配管、または特殊な金属加工のいずれの分野で作業されている場合でも、当社の専門知識により、お客様の特定の合金と用途に合った適切な装置を確保します。
KINTELに今すぐお問い合わせください 作業場や研究室のニーズに最適なロウ付けソリューションについてご相談ください。
ビジュアルガイド
関連製品
- ラボおよび半導体処理用のカスタムPTFEウェーハホルダー
- ラボ用特殊熱プレス金型
- PTFEピンセット用カスタムPTFEテフロン部品メーカー
- エンジニアリング先進ファインセラミックス加工用カスタムメイドアルミナジルコニア特殊形状セラミックプレート
- リチウム電池用ポリエチレンセパレーター