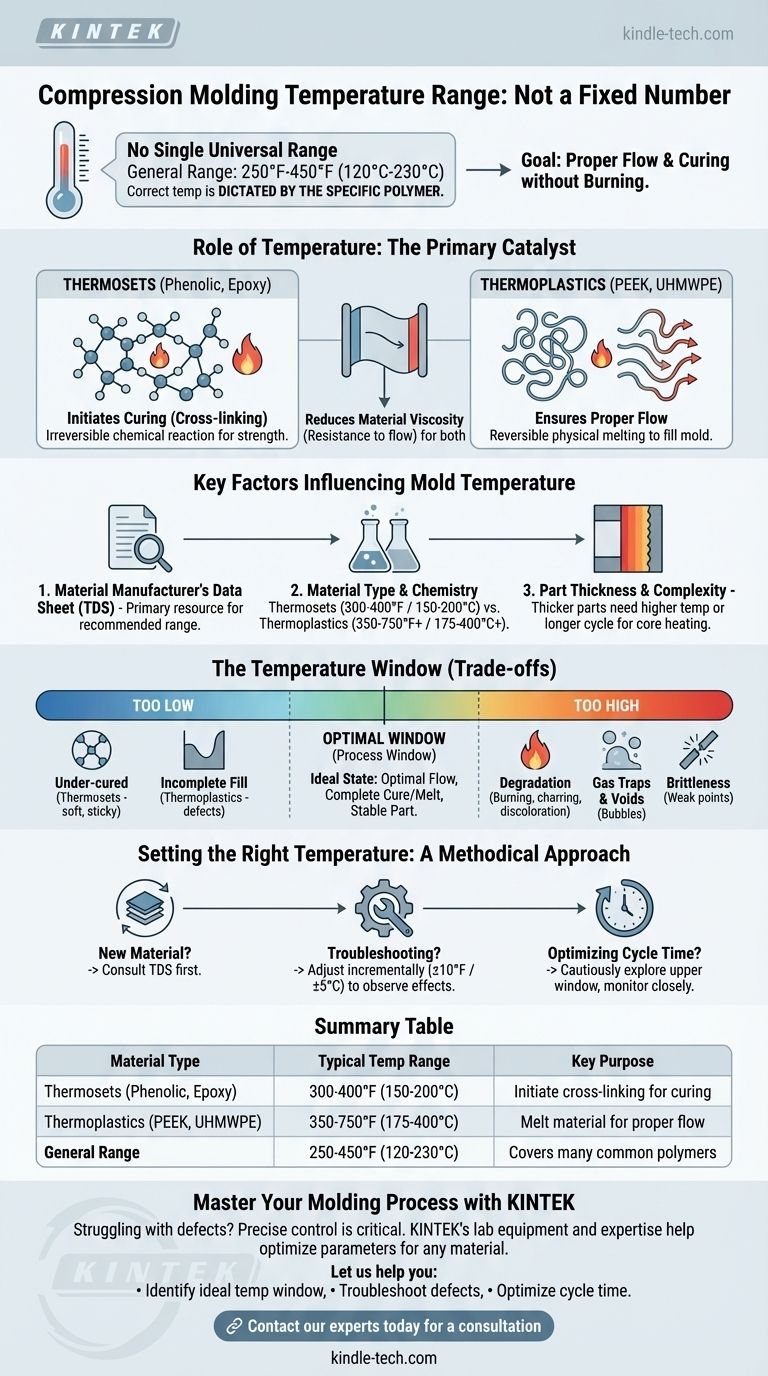
圧縮成形において、単一の普遍的な温度範囲というものはありません。一般的な範囲は250°F~450°F(120°C~230°C)が多くの一般的な材料をカバーしますが、適切な温度は使用する特定のポリマーによって完全に決まります。主な目的は、材料を燃焼または劣化させることなく、適切な流動と硬化を達成するのに十分な温度に加熱することです。
圧縮成形の適切な温度は固定された設定ではなく、重要なプロセス変数です。これは材料の化学的特性によって決定され、熱損傷を引き起こすことなく最適な流動と完全な架橋(熱硬化性樹脂の場合)または溶融(熱可塑性樹脂の場合)を達成することを目的としています。
成形プロセスにおける温度の役割
温度は圧縮成形における主要な触媒です。単に材料を軟化させるだけでなく、安定した部品を形成するために必要な根本的な化学的および物理的変化を開始させます。
硬化プロセスの開始(熱硬化性樹脂)
フェノール樹脂、シリコーン、エポキシ樹脂などの熱硬化性樹脂材料の場合、熱は架橋と呼ばれる不可逆的な化学反応を誘発します。この反応により強力な分子結合が形成され、原材料が柔軟な状態から硬く、固く、耐熱性のある最終部品へと変化します。温度は、この反応を実用的な時間内で開始および完了させるのに十分な高さでなければなりません。
適切な流動の確保(熱可塑性樹脂)
PEEKやUHMWPEなどの熱可塑性樹脂材料の場合、熱は異なる目的を果たします。材料の温度を融点以上に上昇させ、圧力下で軟化・流動させて金型キャビティの隅々まで充填できるようにします。熱硬化性樹脂とは異なり、この変化は物理的であり可逆的です。
材料粘度の低減
どちらの場合も、熱はポリマーの粘度(流動抵抗)を低下させます。適切な粘度を達成することが重要です。粘度が高すぎると、材料が金型を完全に充填できず、欠陥が生じます。低すぎると、フラッシュなどの他の問題を引き起こす可能性があります。

金型温度に影響を与える主要因
正確な温度を決定するには、いくつかの主要な要因を参照する必要があります。材料自体が最も重要な変数です。
材料メーカーのデータシート
これはあなたの最も重要な情報源です。材料メーカーが提供する技術データシート(TDS)には、推奨される成形温度範囲が記載されています。この範囲は、その特定のポリマー組成について広範な実験室試験に基づいているため、常にここから始めてください。
材料の種類:熱硬化性樹脂 対 熱可塑性樹脂
ポリマーの化学的分類が主な決定要因となります。
- 熱硬化性樹脂(例:フェノール樹脂、エポキシ樹脂、シリコーンゴム)は、通常300°F~400°F(150°C~200°C)の範囲で硬化します。
- 熱可塑性樹脂(例:PEEK、UHMWPE)は完全に溶融するために高い温度を必要とし、特定のポリマーに応じて350°F~750°F(175°C~400°C)以上になることがよくあります。
部品の厚さと複雑さ
厚い部品は、材料の中心部を目標温度まで加熱するために、より多くのエネルギーを必要とします。厚い部分では、部品全体が完全に硬化または溶融するように、わずかに高い金型温度を使用するか、著しく長いサイクル(保持)時間を使用する必要がある場合があります。
トレードオフの理解:「温度ウィンドウ」
理想的な温度は単一の数値であることはめったになく、「プロセスウィンドウ」となります。このウィンドウから外れた動作は、予測可能な失敗につながります。
温度が低すぎるとどうなるか?
不十分な成形温度では、材料が理想的な状態に達しません。
- 熱硬化性樹脂の場合:これは未硬化の部品につながります。部品は柔らかい、べたつく、または脆く感じられ、意図された強度、耐薬品性、耐熱性が失われます。
- 熱可塑性樹脂の場合:材料の粘度が高すぎて、充填不足(ショートショット)、表面仕上げの悪化、材料の先端が適切に融合しなかった部分での弱点につながります。
温度が高すぎるとどうなるか?
過度の熱は、熱が不足しているのと同じくらい有害です。
- 材料の劣化:すべてのポリマーには化学的に分解し始める温度があります。これは焦げ、炭化、または変色として現れることがあります。
- ガス溜まりと空隙:過熱により材料から過剰なガスが発生し、気泡や空隙が生じ、部品が弱くなります。
- 脆性:目に見えて焦げていなくても、過熱はポリマー鎖を損傷し、応力下で破壊される脆い部品につながる可能性があります。
プロジェクトに適切な温度を設定する
最適な温度を決定するには、材料の仕様に基づいた体系的なアプローチが必要です。
- 新しい材料の加工が主な焦点の場合:必ずメーカーの技術データシートを参照して、推奨される温度範囲を確認することから始めてください。
- 品質問題のトラブルシューティングが主な焦点の場合:推奨ウィンドウ内で温度を小刻みに(例:±10°Fまたは±5°C)体系的に調整し、欠陥への影響を観察します。
- サイクルタイムの最適化が主な焦点の場合:安定したプロセスが見つかったら、材料の温度ウィンドウの上限を慎重に探り、硬化時間を短縮できる可能性がありますが、劣化の兆候がないか注意深く監視してください。
結局のところ、温度制御を習得することは、単一の普遍的な数値を見つけることではなく、特定の材料の挙動を理解することなのです。
要約表:
| 材料の種類 | 標準的な温度範囲 | 主な目的 |
|---|---|---|
| 熱硬化性樹脂(フェノール樹脂、エポキシ樹脂) | 300°F - 400°F (150°C - 200°C) | 硬化のための架橋を開始する |
| 熱可塑性樹脂(PEEK、UHMWPE) | 350°F - 750°F (175°C - 400°C) | 適切な流動のために材料を溶融する |
| 一般的な範囲 | 250°F - 450°F (120°C - 230°C) | 多くの一般的なポリマーをカバーする |
KINTEKで成形プロセスをマスターしましょう
熱硬化性樹脂の未硬化や熱可塑性樹脂の充填不足でお困りですか?圧縮成形プロセスの正確な温度制御は、部品の品質と生産効率にとって極めて重要です。
KINTEKは、完璧な結果を得るために役立つラボ機器と消耗品の専門家です。当社の専門知識は、一般的なポリマーから高性能エンジニアリングプラスチックまで、あらゆる材料の成形パラメータを最適化する上で研究所をサポートします。
私たちがお手伝いできること:
- 特定の材料の理想的な温度ウィンドウを特定する
- 焦げ、ショートショット、脆性などの一般的な欠陥のトラブルシューティング
- 部品の完全性を損なうことなくサイクルタイムを最適化する
当社の専門家に今すぐお問い合わせいただき、パーソナライズされたコンサルテーションを受けて、KINTEKのソリューションが研究所の能力をどのように向上させ、完璧な圧縮成形の結果を保証できるかをご確認ください。
ビジュアルガイド
関連製品
- ラボ用ボールプレス金型
- ラボ用円形双方向プレス金型
- FTIR用XRF & KBRプラスチックリングラボ粉末ペレットプレス金型
- ラボ用アンチクラッキングプレス金型
- FTIR用XRF&KBR鋼製リングラボ粉末ペレットプレス金型

















