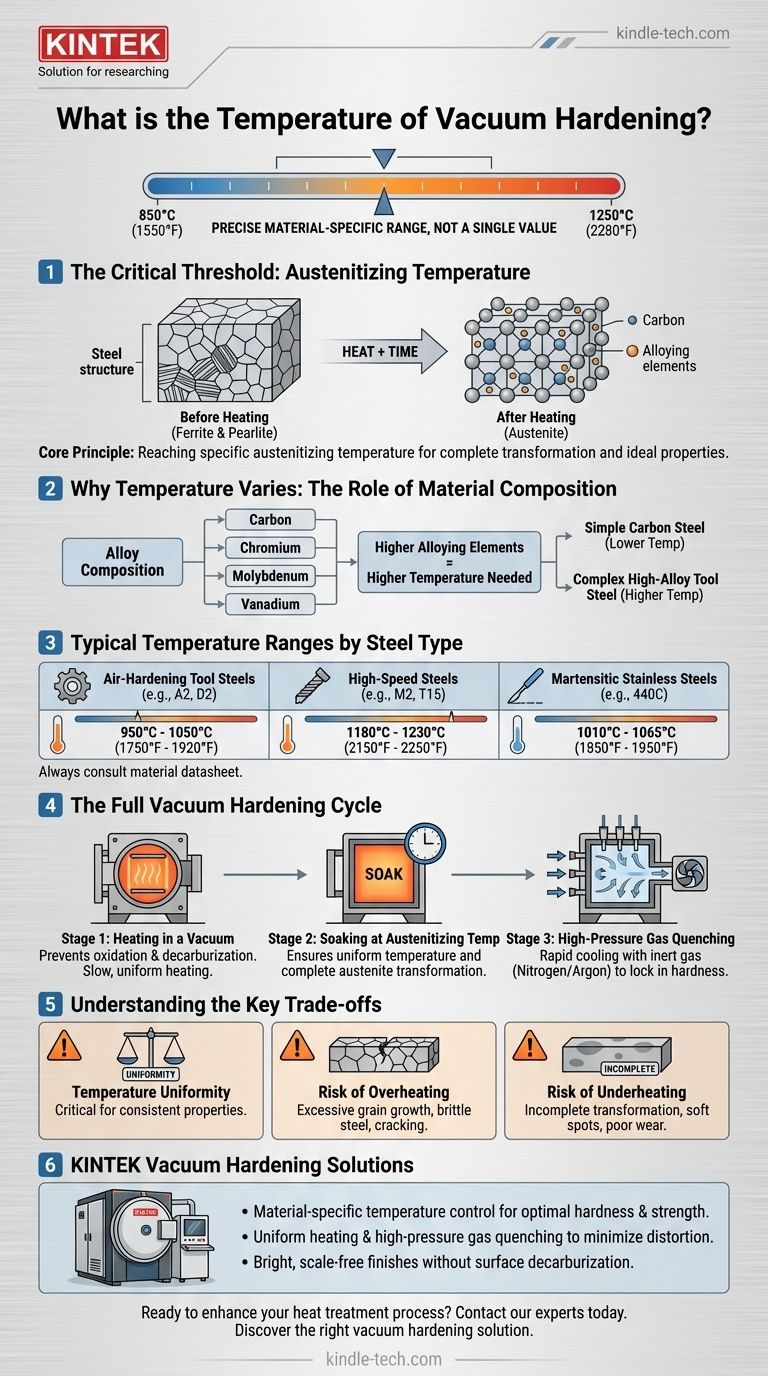
真空焼入れの温度は単一の値ではなく、材料固有の正確な範囲です。処理される鋼合金の化学組成に完全に依存しますが、通常は850°Cから1250°C(1550°Fから2280°F)の間に収まります。適切な温度は、鋼の内部構造を変化させ、最大の硬度と強度を達成するために極めて重要です。
真空焼入れの基本原理は、一般的な温度に到達することではなく、特定の合金のオーステナイト化温度に制御された不活性環境下で到達し、表面汚染なしに理想的な特性を達成することです。
温度が変動する理由:材料組成の役割
正確な焼入れ温度は鋼の冶金によって決定されます。目標は、材料を結晶構造が変化する点まで加熱することであり、このプロセスはオーステナイト化として知られています。
臨界閾値:オーステナイト化温度
オーステナイト化とは、鋼をその結晶構造がフェライトとパーライトからオーステナイトと呼ばれる新しい構造に変化する温度まで加熱するプロセスです。
この状態で、炭素やその他の合金元素が鉄の母材に溶解します。これは塩が水に溶けるのに似ています。この工程は不可欠であり、オーステナイトへの完全な変態がなければ、焼入れ時に鋼を完全に硬化させることはできません。
合金元素が温度を決定する方法
異なる鋼合金には、炭素、クロム、モリブデン、バナジウムなどの元素がさまざまな量で含まれています。これらの元素はオーステナイト化温度に直接影響を与えます。
これらの合金元素の濃度が高い鋼は、それらをオーステナイト構造に完全に溶解させるために、一般的により高い温度を必要とします。例えば、単純な炭素鋼は、複雑な高合金工具鋼よりもはるかに低い温度を必要とします。
鋼種別の一般的な温度範囲
常に材料固有のデータシートを参照する必要がありますが、一般的な鋼種ファミリーの温度範囲は次のとおりです。
- 空冷工具鋼(例:A2、D2): 通常、950°C~1050°C(1750°F~1920°F)が必要です。
- 高速度鋼(例:M2、T15): はるかに高い温度、しばしば1180°C~1230°C(2150°F~2250°F)が必要で、頑丈なバナジウム炭化物やタングステン炭化物を溶解させます。
- マルテンサイト系ステンレス鋼(例:440C): 1010°C~1065°C(1850°F~1950°F)の範囲で焼入れされます。

完全な真空焼入れサイクル
焼入れ温度は、多段階プロセスのほんの一部にすぎません。完全なサイクルを理解することは、重要な文脈を提供します。
ステージ1:真空下での加熱
炉室はほぼ完全な真空に排気されます。その後、材料は目標温度に向かってゆっくりと均一に加熱されます。真空の主な役割は、酸化と脱炭(表面からの炭素の損失)を防ぐことであり、クリーンで光沢のある部品の仕上がりを保証します。
ステージ2:オーステナイト化温度での保持(ソーキング)
目標温度に達すると、材料は所定の時間「保持(ソーキング)」されます。この保持時間は、部品全体が表面から芯部まで均一な温度に達し、オーステナイト変態が完了することを保証します。
ステージ3:高圧ガスによる焼入れ(クエンチング)
保持後、部品は硬化構造を固定するために急速に冷却(焼入れ)されます。真空炉では、これは通常窒素またはアルゴンである高圧不活性ガスをチャンバーに充填することによって達成されます。ガスは強力なファンによって循環され、部品を急速かつ均一に冷却します。
主なトレードオフの理解
正確な温度制御は、成功する真空焼入れにおいて最も重要な要素です。指定されたパラメータからわずかでも逸脱すると、部品が台無しになる可能性があります。
温度均一性の決定的な必要性
保持中に部品の一部の領域が他の領域よりも高温になると、材料特性に不均一性が生じます。そのため、炉の設計要素—ファン循環、発熱体の配置、制御システムなど—は、ワークロード全体で数度の範囲内で温度均一性を維持するように設計されています。
過熱のリスク
部品を指定されたオーステナイト化温度を超えて加熱すると、過度の結晶粒成長を引き起こします。大きな結晶粒は鋼を脆くし、亀裂を生じやすくし、靭性と耐衝撃性を著しく損ないます。
過少加熱のリスク
必要な温度に達しないと、オーステナイトへの変態が不完全になります。これは、焼入れ時に鋼が完全に硬化せず、軟点、低い耐摩耗性、および性能仕様の未達につながることを意味します。
材料に最適な選択をする
材料のデータシートが究極の真実の源です。ただし、これらのガイドラインは、真空焼入れプロセスに対する期待を設定するのに役立ちます。
- 一般的な工具鋼(例:A2、D2)の硬化が主な焦点の場合: プロセス温度は1000°C(1832°F)近くになると予想し、データシートに正確に従うために熱処理業者の専門知識に頼ってください。
- 高性能高速度鋼(例:M2)の硬化が主な焦点の場合: 必要な性能を達成するために1200°C(2192°F)を超えるはるかに高い温度サイクルに備えてください。
- 歪みが最小限の明るくスケールフリーの仕上がりが主な焦点の場合: 真空焼入れは優れた選択肢です。その正確な温度制御とガス焼入れプロセスにより、古い方法に伴うリスクを最小限に抑えます。
最終製品が意図されたエンジニアリング要件を満たすことを保証するために、常に材料メーカーの仕様に従ってください。
要約表:
| 鋼種 | 一般的な焼入れ温度範囲 | 一般的な例 |
|---|---|---|
| 空冷工具鋼 | 950°C - 1050°C (1750°F - 1920°F) | A2, D2 |
| 高速度鋼 | 1180°C - 1230°C (2150°F - 2250°F) | M2, T15 |
| マルテンサイト系ステンレス鋼 | 1010°C - 1065°C (1850°F - 1950°F) | 440C |
KINTEKの真空炉で、汚染のない正確な焼入れを実現します。
ラボ用機器と消耗品の専門家として、KINTEKは以下の真空焼入れソリューションを提供します。
- 最適な硬度と強度を実現する材料固有の温度制御
- 歪みを最小限に抑える均一な加熱と高圧ガス焼入れ
- 表面脱炭のない明るくスケールフリーの仕上がり
工具鋼、高速度鋼、ステンレス鋼のいずれを扱っている場合でも、当社の機器は合金が必要とする正確なオーステナイト化温度に到達することを保証します。
熱処理プロセスを強化する準備はできましたか? 専門家に今すぐお問い合わせいただき、お客様固有のラボのニーズについてご相談の上、最適な真空焼入れソリューションを見つけてください。
ビジュアルガイド
関連製品
- 真空熱間プレス炉 加熱真空プレス機 チューブ炉
- 熱処理・焼結用600T真空誘導熱プレス炉
- セラミックファイバーライニング付き真空熱処理炉
- 高温用途向け真空熱処理・熱圧焼結炉
- 真空熱処理炉および浮上誘導溶解炉



















