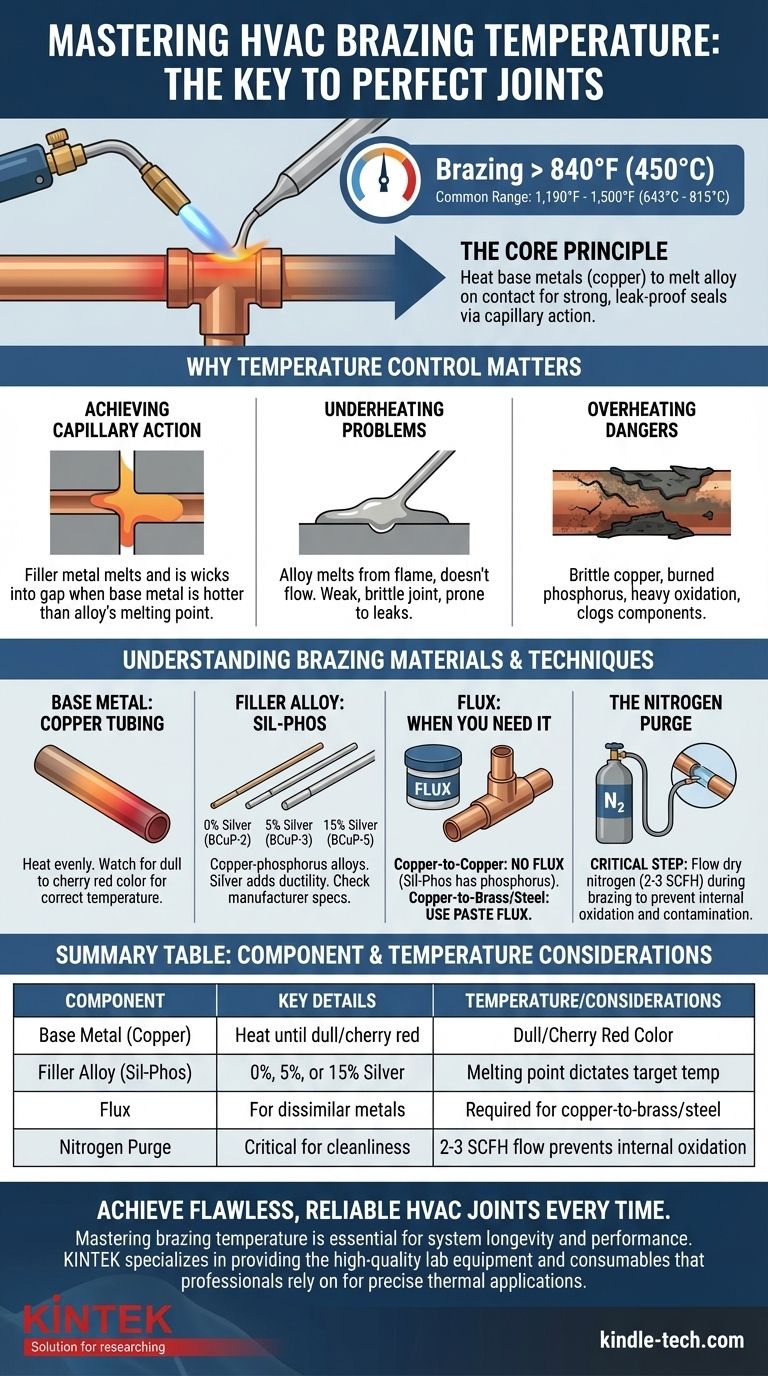
HVACにおいて、ろう付けは840°F(450°C)を超える温度で行われますが、正確な目標温度は使用される特定の溶加合金によって決まります。冷凍システムで一般的な銅およびシルフォス合金の場合、これは通常、1,190°F~1,500°F(643°C~815°C)の作業範囲に収まります。
ろう付けの核心は、トーチの炎の温度ではなく、母材(銅管)を溶加合金が接触によって溶けるほど十分に加熱することです。これにより、毛細管現象によって溶加金属が接合部の奥深くまで引き込まれ、強力で恒久的な漏れのないシールが作成されます。
完璧な接合の鍵は温度制御である理由
ろう付けの成功は、力ではなく物理学の問題です。銅管の温度は、溶加金属の挙動を直接制御します。HVACシステムの長期的な信頼性のためには、これを正しく行うことが不可欠です。
適切な毛細管現象の実現
毛細管現象とは、液体が狭い空間に、重力に逆らってでも、補助なしで流れ込む現象です。ろう付けが機能するためには、溶加金属が溶けて、パイプと継手の間の狭い隙間に引き込まれる必要があります。
これは、母材が正しい温度、つまり溶加合金の融点よりも高い温度にある場合にのみ起こります。加熱された銅は、溶融した合金を接合部に「吸い上げ」、完全で均一な結合を形成します。
加熱不足の問題
母材が十分に熱くない場合、ろう付け棒はトーチの炎との直接接触で溶けますが、接合部に適切に流れ込みません。
これにより、合金が表面に留まるだけの不十分な結合が生じます。接合部は弱く、脆く、冷凍システムの高圧下ではほぼ確実に漏れが発生します。
過熱の危険性
過度の熱は、不十分な熱と同じくらい有害です。銅を過熱すると、銅が脆くなり、溶加合金中のリンが焼失する可能性があります。リンは合金の流れに不可欠です。
さらに重要なことに、パイプの内側と外側の両方に重い酸化(黒く剥がれやすいスケール)を生成します。この酸化は、溶加金属が銅に結合するのを妨げ、システム内部で剥がれ落ち、計量装置やコンプレッサー部品などの重要なコンポーネントを詰まらせる可能性があります。

ろう付け材料の理解
目標とする温度は、接合する材料に直接関係します。各コンポーネントはプロセスにおいて特定の役割を果たします。
母材:銅管
HVACでは、主な母材は銅です。目標は、チューブと継手を均一に加熱することです。重要なのは銅の色を観察することです。くすんだ赤からチェリーレッドの色は、正しいろう付け温度範囲に近づいていることを示します。
溶加合金:シルフォス
HVACで最も一般的な溶加金属は銅-リン合金で、しばしばシルフォスと呼ばれたり、Sil-Fosなどのブランド名で販売されたりします。合金中の銀の割合は、その特性に影響を与えます。
- 銀0%(BCuP-2):銅と銅の接合部に費用対効果の高い選択肢です。融点がわずかに高く、銀含有合金よりも脆いです。
- 銀5%または15%(BCuP-3、BCuP-5):銀を加えることで融点が下がり、合金の延性が向上し、振動に対する耐性が高まります。これはコンプレッサー近くの接合部によく推奨されます。
常に、使用するろう付け棒の推奨作業温度についてメーカーの仕様を確認してください。
フラックス:必要な場合(と不要な場合)
フラックスは、酸化を防ぎ、溶加金属の流れを促進する化学洗浄剤です。
- 銅と銅の場合:リン銅(シルフォス)合金を使用する場合、フラックスは不要です。棒に含まれるリンがフラックス剤として機能します。
- 銅と真鍮または鋼の場合:別途ペーストフラックスを使用する必要があります。棒に含まれるリンは、サービスバルブの真鍮のような異種金属を洗浄するには不十分です。
最も見落とされがちなステップ:窒素パージ
パイプの外側を加熱しながら、内側の環境を制御する必要があります。これを怠ることは、HVAC作業で最も一般的で費用のかかる間違いの1つです。
内部酸化が敵である理由
銅を加熱すると、パイプ内の酸素が急速に黒く剥がれやすい酸化銅スケールを形成します。このスケールは定着しません。時間が経つと剥がれ落ち、冷媒やオイルと一緒に循環します。
この汚染は、サーモスタット膨張弁(TXV)の微細なオリフィスを詰まらせたり、コンプレッサーベアリングを傷つけたり、システムの早期故障につながる可能性があります。
解決策:低圧パージ
解決策は、ろう付け中にラインを乾燥窒素でパージすることです。非常に少量の窒素(2~3 SCFH)をチューブに通すことで、すべての酸素を排出します。
これにより、パイプの内面に酸化が形成されるのを防ぎ、システムが完全にクリーンに保たれます。これはオプションのステップではありません。プロフェッショナルで信頼性の高い設置と修理の証です。
システムに合った選択をする
ろう付けへのアプローチは、材料と望ましい結果を明確に理解した上で、慎重に行う必要があります。
- 主な焦点が標準的な銅と銅の接合である場合:シルフォス合金を使用し、棒を導入する前に接合部がチェリーレッドになるまで加熱します。
- 主な焦点が銅と真鍮バルブの接合である場合:加熱する前に両方の部品に薄い白色ペーストフラックスを塗布し、優れた結合のために銀含有ろう付け合金を使用します。
- 主な焦点がシステムの寿命と信頼性である場合:例外なく、すべてのろう付け中に内部汚染を防ぐために低流量の窒素パージを使用してください。
最終的に、ろう付け温度を習得することは、クリーンで強力で恒久的な接続を作成するために材料をどのように活用するかを理解することです。
要約表:
| ろう付けコンポーネント | 主な詳細 | 温度/考慮事項 |
|---|---|---|
| 母材 | 銅管 | くすんだ赤/チェリーレッドになるまで加熱。 |
| 溶加合金(シルフォス) | 銀0%、5%、または15% | 融点が目標温度を決定。 |
| フラックス | 異種金属用(例:真鍮) | 銅と真鍮/鋼の接合部に必要。 |
| 窒素パージ | 清浄度にとって重要 | 2~3 SCFHの流量で内部酸化を防止。 |
常に完璧で信頼性の高いHVAC接合部を実現しましょう。
ろう付け温度を習得することは、システムの寿命と性能にとって不可欠です。KINTEKは、正確な熱応用においてプロフェッショナルが信頼する高品質の実験装置と消耗品を提供することに特化しています。
すべての接続が完璧であることを確認するお手伝いをさせてください。 お問い合わせフォームから今すぐ専門家にご連絡ください。お客様の特定のニーズと、当社のソリューションがお客様の作業をどのようにサポートできるかについてご相談ください。
ビジュアルガイド