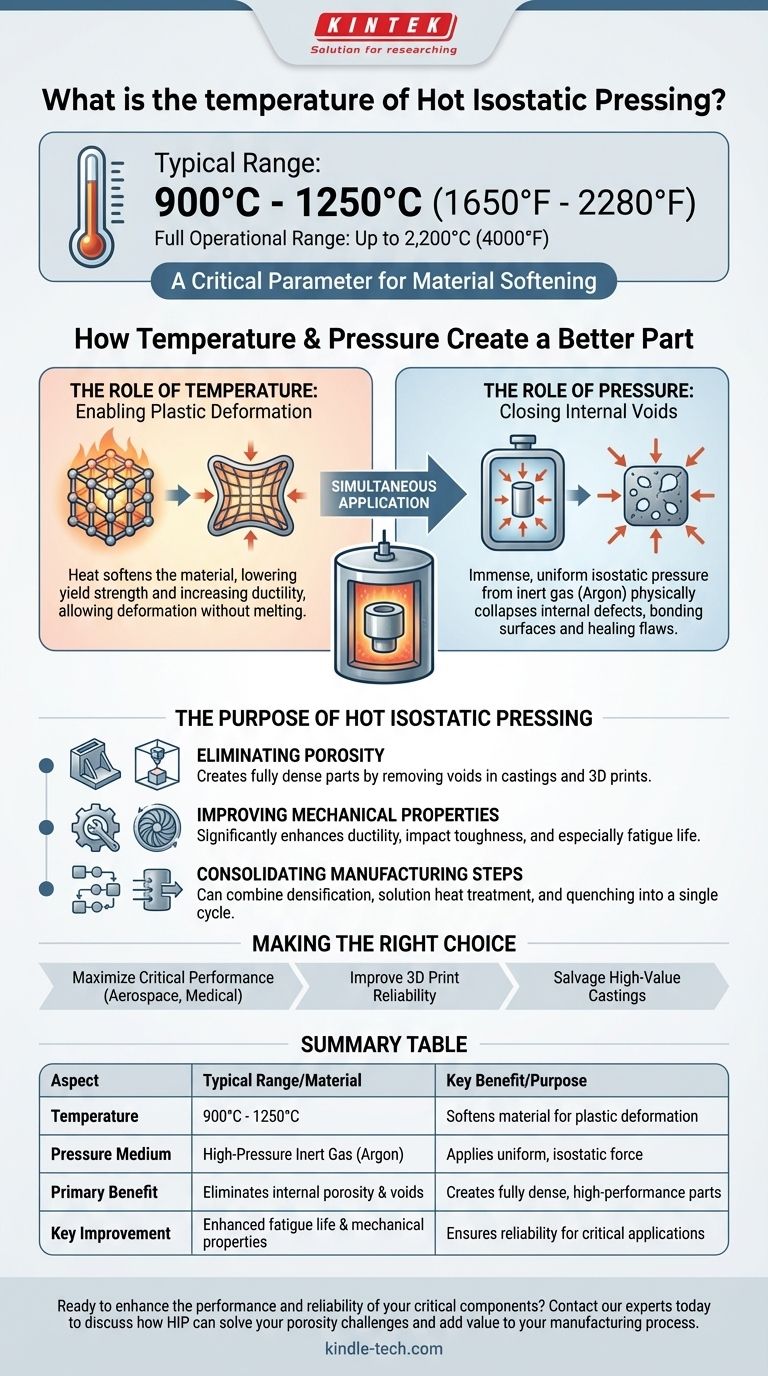
熱間等方圧加圧(HIP)の温度は、ほとんどの金属および合金で通常900°Cから1250°C(1650°Fから2280°F)の範囲ですが、実際の動作範囲ははるかに広いです。処理される特定の材料に応じて、温度は数百℃と低い場合もあれば、2,200°C(4000°F)と高い場合もあります。正確な温度は、材料の特性と望ましい結果によって決定される重要なパラメータです。
この質問は温度に関するものですが、HIPの核となる原理は、高温と均一な等方圧を正確かつ同時に適用することです。熱は材料を軟化させ、圧力は内部欠陥を除去する力を提供し、完全に緻密で構造的に健全な部品を作り出します。
温度と圧力がより良い部品をどのように生み出すか
熱間等方圧加圧は単なる熱処理ではありません。それは、微視的なレベルで欠陥を修復することにより、材料の内部構造を根本的に変化させる熱機械プロセスです。
温度の役割:塑性変形を可能にする
HIPプロセスにおける熱の主な機能は、材料の降伏強度を低下させ、延性を高めることです。
材料が加熱されると、軟化して塑性が増し、溶融することなく圧力下で変形し流動できるようになります。この塑性こそが、内部の空隙や多孔性を閉じることを可能にします。
圧力の役割:内部の空隙を閉じる
材料が軟化した状態にある間に、高圧の不活性ガス(ほとんどの場合アルゴン)が全方向から均一に適用されます。これが「等方圧」の意味です。
この巨大で均一な圧力は、ガス多孔性、収縮空隙、粉末粒子間または3Dプリント層間の微細な隙間などの内部欠陥を物理的に押しつぶします。その後、接触面が冶金的に結合し、欠陥を永久に修復します。
プロセスサイクル:制御された環境
HIPサイクル全体は、特殊な圧力容器内で綿密に制御されます。部品が装填され、容器が密閉され、不活性ガスが導入されます。
その後、システムは温度と圧力を同時に指定された設定値まで上昇させ、完全な緻密化を確実にするために所定の時間保持し、最後に制御された冷却および減圧フェーズを実行します。

熱間等方圧加圧の目的
エンジニアや製造業者は、HIPを問題解決のためだけでなく、他の方法では達成できない材料特性を実現するために使用します。これは、重要な用途にとって付加価値のあるステップです。
鋳造品および3Dプリント品の多孔性を排除する
鋳造または積層造形(3Dプリント)によって製造された部品にとって、多孔性は固有のリスクです。これらの微細な空隙は、応力集中点および亀裂発生点として機能します。
HIPは、この多孔性を効果的に排除し、均一な微細構造を持つ完全に緻密な部品を作り出します。これにより、信頼性と性能が劇的に向上します。
機械的特性の向上
内部欠陥を除去することにより、HIPは部品の機械的特性を大幅に向上させます。
これには、延性、衝撃靭性、特に疲労寿命の改善が含まれます。航空機エンジンのタービンディスクのように繰り返し荷重を受ける部品にとって、この改善は単に有益であるだけでなく、安全のために不可欠です。
製造工程の統合
最新のHIPシステムは、複数のプロセスを単一のサイクルに統合できます。
部品は、HIP容器内で緻密化、固溶化熱処理、および急速冷却(焼入れ)をすべて行うことができます。この統合により、時間、エネルギー、および取り扱いが大幅に節約され、全体的な生産コストが削減されます。
トレードオフを理解する
強力ではありますが、HIPは特定の考慮事項を伴う特殊なプロセスです。すべての製造課題に対する普遍的な解決策ではありません。
高コストと複雑さ
HIPシステムは多額の設備投資を伴います。これらは、特殊なインフラ、訓練されたオペレーター、および厳格な安全プロトコルを必要とする複雑な機械であり、標準的な熱処理よりもプロセスが高価になります。
処理時間とスループット
加熱、保持、冷却を含む完全なHIPサイクルは、数時間を要することがあります。このため、連続製造方法と比較して、スループットの低いバッチプロセスとなります。
部品の形状と準備
部品は物理的に圧力容器内に収まる必要があります。さらに、表面に開いている内部空洞は、処理前に密閉する必要があります。さもないと、高圧ガスが空洞に入り込み、内部空隙の崩壊を防いでしまいます。
目標に合った適切な選択をする
HIPを使用するかどうかの決定は、部品の性能要件と価値に完全に依存します。
- 重要な部品の性能を最大化することに重点を置いている場合:HIPは、材料の破損が許されない航空宇宙、発電、医療用インプラントなどの高応力用途にとって不可欠なステップです。
- 金属3Dプリント部品の信頼性向上に重点を置いている場合:HIPは、部品が鍛造材料の密度と疲労抵抗を達成するための、最良の慣行、あるいは標準的な後処理ステップと見なされています。
- 内部欠陥のある高価値鋳造品のサルベージに重点を置いている場合:HIPは、収縮多孔性を閉じ、内部欠陥を修復するための非常に効果的な方法であり、そうでなければ廃棄される複雑な部品を回収できます。
最終的に、温度と圧力の相互作用を理解することで、HIPを単なる修理ツールとしてだけでなく、優れた材料特性を達成するための戦略的プロセスとして活用することができます。
要約表:
| 側面 | 典型的な範囲 | 主要な材料 | 目的 |
|---|---|---|---|
| 温度 | 900°C - 1250°C (1650°F - 2280°F) | 金属および合金 | 塑性変形のために材料を軟化させる |
| 圧力媒体 | 高圧不活性ガス(アルゴン) | - | 均一な等方性力を加える |
| 主な利点 | 内部の多孔性および空隙を排除する | 鋳造品、3Dプリント品 | 完全に緻密で高性能な部品を作成する |
| 主な改善点 | 疲労寿命および機械的特性の向上 | 航空宇宙、医療 | 重要な用途の信頼性を確保する |
重要な部品の性能と信頼性を向上させる準備はできていますか?
KINTEKは、熱間等方圧加圧(HIP)システムとサービスを含む高度な熱処理ソリューションを専門としています。当社のラボ機器と消耗品に関する専門知識は、優れた材料密度を達成し、鋳造品や3Dプリント品の欠陥を排除し、航空宇宙、医療、発電などの要求の厳しい用途において疲労寿命と機械的特性を大幅に向上させるのに役立ちます。
今すぐ当社の専門家にご連絡ください HIPがお客様の多孔性に関する課題をどのように解決し、製造プロセスに価値を加えることができるかについてご相談ください。
ビジュアルガイド
関連製品
- 全固体電池研究用温間等方圧加圧装置(WIP)
- コールドアイソスタティックプレス用電気分割ラボコールドアイソスタティックプレスCIP装置
- 手動等方圧プレス機 CIPペレットプレス
- ラボ用加熱プレート付き自動高温加熱油圧プレス機
- ラボ用等方圧プレス金型

















