熱プレスにおける正確な温度と圧力は普遍的な値ではありません。それらは処理される特定の材料と望ましい結果に完全に依存します。プロセスパラメータは、フレキシブル回路の接合、複合材料のラミネート加工、粉末材料の固化など、用途に合わせて正確に調整する必要があります。
成功する熱プレスは、単一の定義済み数値セットを使用することで達成されるのではありません。それは、重要な材料特性とプロセス目標を理解することによって達成され、それらが特定の用途に適切な温度、圧力、時間を決定します。
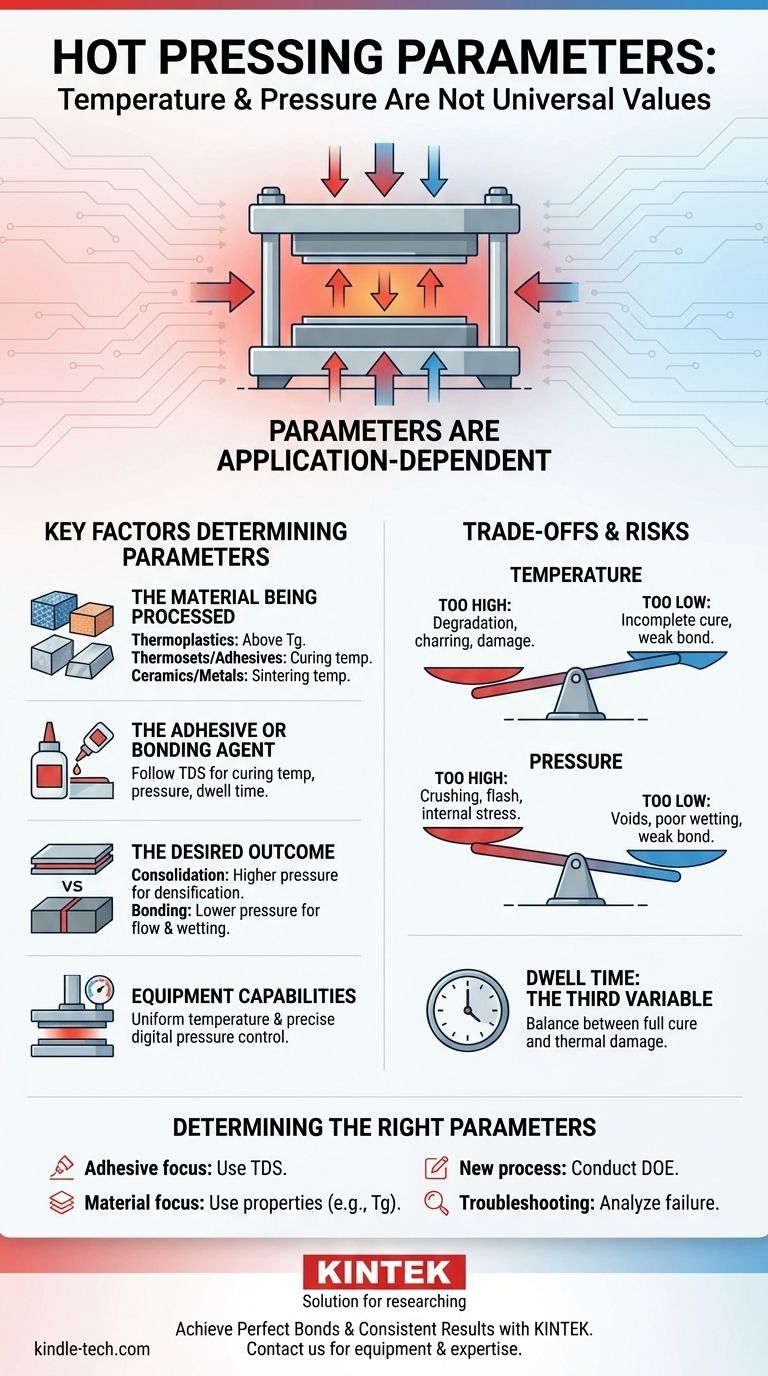
熱プレスパラメータを決定する主要因
適切なプロセスウィンドウを定義するには、まず材料の基本的な特性と最終目標を分析する必要があります。パラメータはこれらの因子の直接的な関数です。
処理する材料
温度選択の主な決定要因は材料そのものです。異なる種類の材料は、熱要件が大きく異なります。
熱可塑性樹脂の場合、加工温度は通常、材料の**ガラス転移温度(Tg)**よりも高く設定され、材料が柔らかくしなやかになりますが、分解温度よりは低く保たれます。
熱硬化性ポリマーまたは接着剤の場合、温度はメーカーが指定する化学的架橋(硬化)反応を開始し、完了させるのに十分でなければなりません。
セラミックスまたは粉末金属の場合、目標は焼結による高密度化であることがよくあります。これには、気孔率を減らし、固体を形成するために非常に高い温度と圧力が必要です。
接着剤または接合剤
接着フィルムを使用して2つの部品を接合するために熱プレスを使用する場合、接着剤の特性がプロセス全体を決定します。
メーカーの**技術データシート(TDS)**が最も重要な文書です。完全な強度を持つ接合を達成するために必要な温度上昇速度、正確な硬化温度、推奨される圧力、および必要な保持時間(ドウェルタイム)が記載されています。
望ましい結果
プロセスの「目的」は重要です。材料を融合させたいのか、それとも単に接着剤が硬化する間に圧力をかけたいだけなのか。
固化と高密度化(例:複合パネルの形成)では、ボイドをなくし、層間の密着を確実にするために、より高い圧力を必要とすることがよくあります。
接着接合(例:フレキシブル回路をディスプレイに取り付ける)では、より低い圧力で済む場合があります。目標は、デリケートな部品を損傷することなく、接着剤が均一に流れ、表面を濡らすことを保証するだけです。
装置の能力
装置自体も役割を果たします。前述のように、**チタン合金ヘッド**のような機能は、プレス表面全体にわたって迅速かつ最も重要な**均一な温度**を実現するように設計されています。
同様に、**デジタル圧力計**を備えたシステムにより、力の正確で再現性のある適用が可能になります。機械が均一な圧力を維持する能力は、局所的な応力点を防ぎ、一貫した接合を保証するために不可欠です。

トレードオフとリスクの理解
パラメータの選択はバランスを取る行為です。最適なウィンドウから逸脱すると、製品品質に重大なリスクが生じます。
温度:高すぎる場合 vs. 低すぎる場合
高すぎる場合:材料の熱限界を超えると、不可逆的な劣化、炭化、層間剥離、または敏感な電子部品の損傷を引き起こす可能性があります。
低すぎる場合:熱が不十分だと、接着剤の硬化が不完全になったり、熱可塑性樹脂が十分に軟化しなかったりして、弱い接合または接合なしにつながります。
圧力:高すぎる場合 vs. 低すぎる場合
高すぎる場合:過度の圧力は、デリケートな部品を押しつぶしたり損傷したり、材料や接着剤を「フラッシュ」(側面から押し出す)させたり、早期の故障につながる内部応力を引き起こしたりする可能性があります。
低すぎる場合:圧力が不十分だと、表面間の密着が妨げられ、ボイド、不十分な接着剤の濡れ、および弱い接合強度につながります。
保持時間(ドウェルタイム):3番目の重要な変数
温度と圧力は、**時間**なしには不完全です。「保持時間」とは、目標温度と圧力が維持される時間です。
保持時間が短いと、完全な接着剤の硬化や、厚い部品全体への熱伝達が完了しない可能性があります。保持時間が長すぎると、熱による損傷や製造スループットの低下につながる可能性があります。
用途に最適なパラメータを決定する方法
熱プレスプロセスを定義するには、体系的でデータに基づいたアプローチに代わるものはありません。
- 接着による接合が主な焦点の場合:接着剤の技術データシート(TDS)から開始します。これは、温度、圧力、時間に関するあなたの真実の基準です。
- 原材料の成形または固化が主な焦点の場合:ガラス転移温度(Tg)や焼結温度範囲など、材料の文書化された特性から始めます。
- 新しいプロセスを開発している場合:温度、圧力、時間をわずかに変更したテストマトリックスを作成し、特定の部品形状と材料に最適なウィンドウを特定するために、実験計画法(DOE)を実施します。
- 失敗したプロセスをトラブルシューティングしている場合:故障モードを分析します。層間剥離は温度または表面処理の問題を示唆することが多く、部品の損傷は過剰な圧力を示唆します。
結局のところ、熱プレスは、各固有のタスクに合わせて微調整する必要がある正確な熱的および機械的プロセスです。
要約表:
| 主要因 | 重要性 | パラメータへの影響 |
|---|---|---|
| 材料の種類 | 異なる材料(プラスチック、セラミックス、金属)は独自の熱特性を持っています。 | 必要な温度範囲を決定します(例:プラスチックの場合はTg以上)。 |
| 接着剤/接合剤 | 接着剤には特定の硬化要件があります。 | 温度、圧力、時間は接着剤の技術データシート(TDS)によって決定されます。 |
| 望ましい結果 | 目的(例:接合、固化、高密度化)は異なります。 | 必要な圧力レベルに影響します(高密度化には高圧、デリケートな接合には低圧)。 |
| 不適切な設定のリスク | 間違ったパラメータを使用すると、部品の損傷や弱い接合につながる可能性があります。 | 高すぎる場合:劣化、損傷。 低すぎる場合:弱い接合、不完全な硬化。 |
Kintekで完璧な接合と一貫した結果を実現
特定の材料と用途に対して正確な熱プレスパラメータを定義することは、成功のために不可欠です。Kintekは、このプロセスを習得するために必要な**ラボ機器と専門知識**の提供を専門としています。
均一な加熱と正確なデジタル圧力制御を特徴とする当社の先進的なホットプレスは、デリケートなフレキシブル回路から堅牢な複合材料まで、あらゆるものに対応できるように設計されています。当社のチームが、最大の接合強度と歩留まりのためにプロセスを最適化するお手伝いをいたします。
お客様の用途についてご相談いただくため、今すぐ下記のフォームからお問い合わせください。お客様の研究所固有の課題に最適なパラメータと機器を特定するお手伝いをいたします。
ビジュアルガイド
関連製品
- 加熱油圧プレス機(加熱プレート付き)分割手動実験室用ホットプレス
- 加熱プレート付き自動加熱油圧プレス機(実験用ホットプレス 25T 30T 50T)
- 加熱プレート付き自動加熱油圧プレス機(ラボ用ホットプレス用)
- 真空ボックス実験用加熱プレート付き加熱油圧プレス機
- 真空ボックスラボ用加熱プレート付き加熱油圧プレス機


















