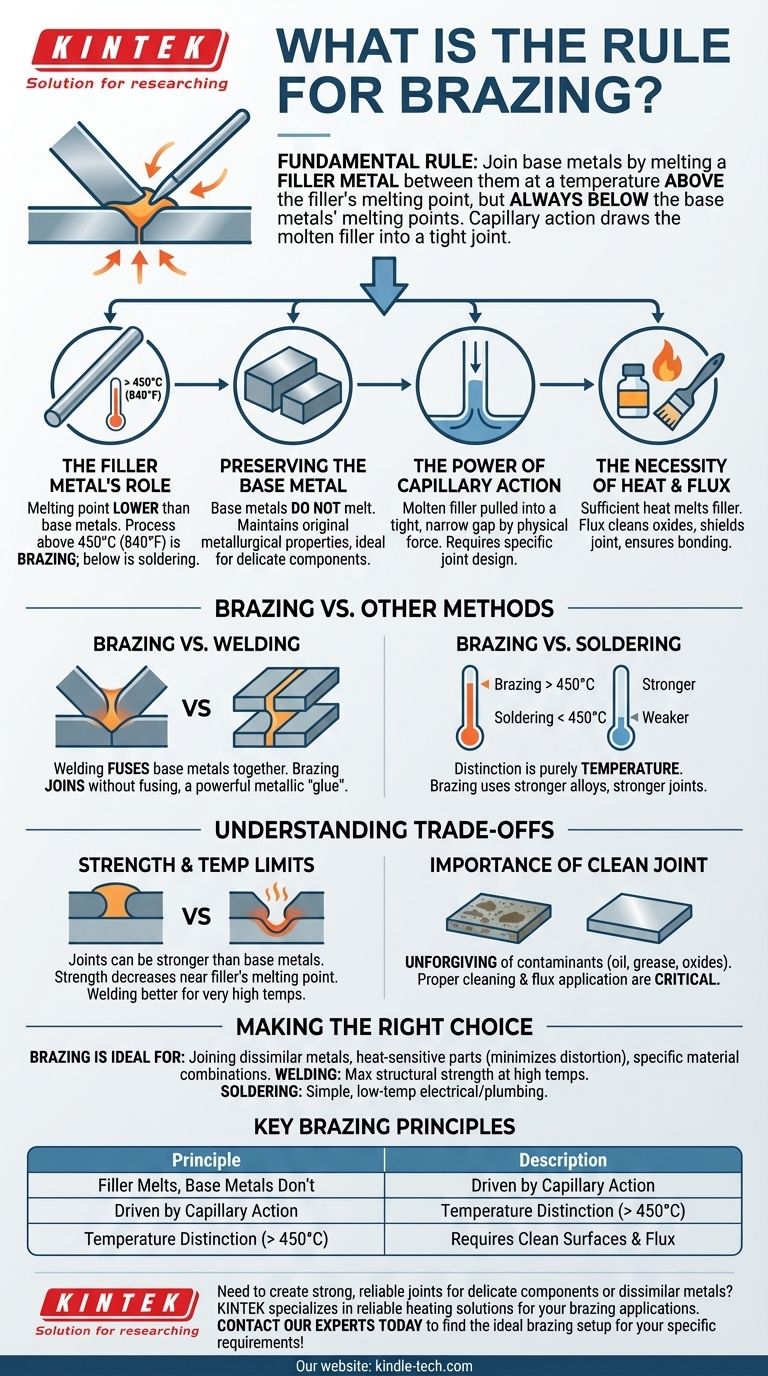
ろう付けの基本的なルールは、2つ以上の母材を加熱し、その間に充填金属を溶融させて接合することです。重要なのは、充填金属を溶融させるのに十分な温度を保ちつつ、接合される母材の融点よりは常に低い温度にすることです。溶融した充填金属は、毛細管現象によって密着した接合部に引き込まれ、冷却されると強力な冶金学的結合を形成します。
核心となる原則は、母材そのものを溶融させないことです。代わりに、ろう付けは充填金属を強力な金属の「接着剤」として使用し、それがきれいで狭い隙間に引き込まれて、母材そのものと同じくらい強力な結合を形成します。
成功するろう付けの核心原則
ろう付けのルールを真に理解するには、4つの主要な要素、すなわち充填金属、母材、熱、そして毛細管現象の相互作用を把握する必要があります。
充填金属の役割
充填金属、またはろう付け合金は、母材よりも低い融点を持つように特別に選ばれます。
ろう付けとはんだ付けの技術的な区別は温度によって定義されます。充填金属が450°C (840°F) を超える温度で溶融する場合、そのプロセスはろう付けと見なされます。この温度を下回る場合は、はんだ付けと定義されます。
母材の保護
これは、ろう付けを溶接と区別する最も重要な概念です。母材は溶融しません。
母材が固体のままであるため、その元の冶金学的特性は大部分が維持されます。このため、ろう付けは、溶接の高熱によって歪んだり破壊されたりする可能性のある、繊細な部品や薄肉部品の接合に理想的です。
毛細管現象の力
ろう付けは、毛細管現象と呼ばれる物理的な力によって機能します。これは、ペーパータオルが水を吸い上げるのと同じ力です。
充填金属が液体になると、2つの母材の間の狭く均一な隙間に自然に引き込まれます。これが効果的に機能するためには、接合部が非常に特定の、狭いクリアランスで設計されている必要があります。
熱とフラックスの必要性
充填金属を溶融させ、流動させるためには十分な熱が必要です。この熱は、溶接のように一点に集中させるのではなく、接合部全体に広く加えられます。
結合を形成するためには、金属表面が完全にきれいである必要があります。加熱前にフラックスと呼ばれる化学物質が塗布されます。フラックスは溶融し、母材から酸化物を除去し、加熱中に接合部を酸素から保護することで、充填剤が母材に直接結合できるようにします。

ろう付けと他の接合方法の比較
ろう付けの中心的なルールは、他の一般的な方法と比較すると最も明確になります。
ろう付け vs. 溶接
溶接は母材を溶融させて接合します。これは、母材の端を、しばしば充填金属とともに溶融させ、冷却時に単一の均質な金属片を形成することによって機能します。
ろう付けは、母材を溶融させずに接合します。これは、母材をそのまま残す結合プロセスです。
ろう付け vs. はんだ付け
ここでの区別は純粋に温度に基づいています。どちらのプロセスも、毛細管現象によって接合部に引き込まれる充填金属を溶融させるという同じ原則に従います。
しかし、ろう付けで使用されるより高い温度は、より強力な充填合金を使用するため、はんだ付けされたものよりも著しく強力な接合部が得られます。
トレードオフの理解
強力である一方で、ろう付けはすべての用途に対する解決策ではありません。その限界を理解することが、正しく使用するための鍵となります。
強度と温度の限界
適切にろう付けされた接合部は、母材そのものよりも強力になることがあります。しかし、使用温度が充填金属の融点に近づくと、接合部の強度は急速に低下します。
非常に高い温度で高い強度を必要とする用途には、溶接された接合部が優れています。
クリーンな接合部の重要性
ろう付けは汚染物質に対して容赦がありません。母材の表面に油、グリース、または酸化物があると、毛細管現象が妨げられ、充填金属が表面を濡らして結合するのを妨げます。
ろう付けを成功させるためには、接合部の適切な清掃と準備が絶対に不可欠です。
用途に応じた適切な選択
ろう付けのルールを効果的に適用することは、適切な理由でそれを選ぶことを意味します。
- 異種金属や熱に弱い部品の接合が主な焦点である場合:ろう付けは、その低い、より拡散した熱入力が歪みを防ぎ、溶接できない材料を接合できるため、しばしば優れています。
- 高温で最大の構造強度を重視する場合:溶接は、母材を単一の部品に直接溶融させるため、適切な選択です。
- シンプルで低温の電気または配管接続が主な焦点である場合:はんだ付けは、より簡単で経済的な方法です。
最終的に、目標は充填金属を溶融させることであり、母材を溶融させることではないということを覚えておくことが、ろう付けを正しく適用して非常に強力でクリーンな接合部を作成するための鍵となります。
概要表:
| ろう付けの主要原則 | 説明 |
|---|---|
| 充填金属は溶けるが、母材は溶けない | 基本的なルール:熱は充填合金を溶融させるように制御されるが、母材は溶融させない。 |
| 毛細管現象によって駆動される | 溶融した充填剤は、密着した接合部の隙間に引き込まれ、強力な冶金学的結合を形成する。 |
| 温度の区別 | ろう付けは450°C (840°F) 以上で溶融する充填金属を使用する。これ以下ははんだ付け。 |
| きれいな表面とフラックスが必要 | 酸化物を防ぎ、結合を成功させるためには、適切な清掃とフラックスの塗布が不可欠。 |
繊細な部品や異種金属のために、強力で信頼性の高い接合部を作成する必要がありますか?
ろう付けを成功させるために必要な精密な温度制御は、高品質の機器にかかっています。KINTEKは、ラボ機器と消耗品を専門とし、ろう付け用途に最適な信頼性の高い加熱ソリューションでラボのニーズに応えます。
今すぐ当社の専門家にお問い合わせください。お客様の特定の材料と要件に最適なろう付けセットアップを見つけるお手伝いをいたします!
ビジュアルガイド