押出ブロー成形は、本質的に、溶融プラスチックのチューブを形成し、その後圧縮空気を使用して金型の内側に膨らませることにより、中空のプラスチック部品を作成する製造プロセスです。このシンプルで効率的な技術は、ボトルやジャグから自動車用ダクトやタンクに至るまで、数え切れないほどの一般的な製品の製造を担っています。
このプロセスは、パリソンと呼ばれる単純な押出成形された溶融プラスチックのチューブを、基本的に完成した中空製品に変えます。これは、パリソンを金型内に捕捉し、風船を膨らませるのと同じように、空気圧を使用してそれを成形することによって達成されます。
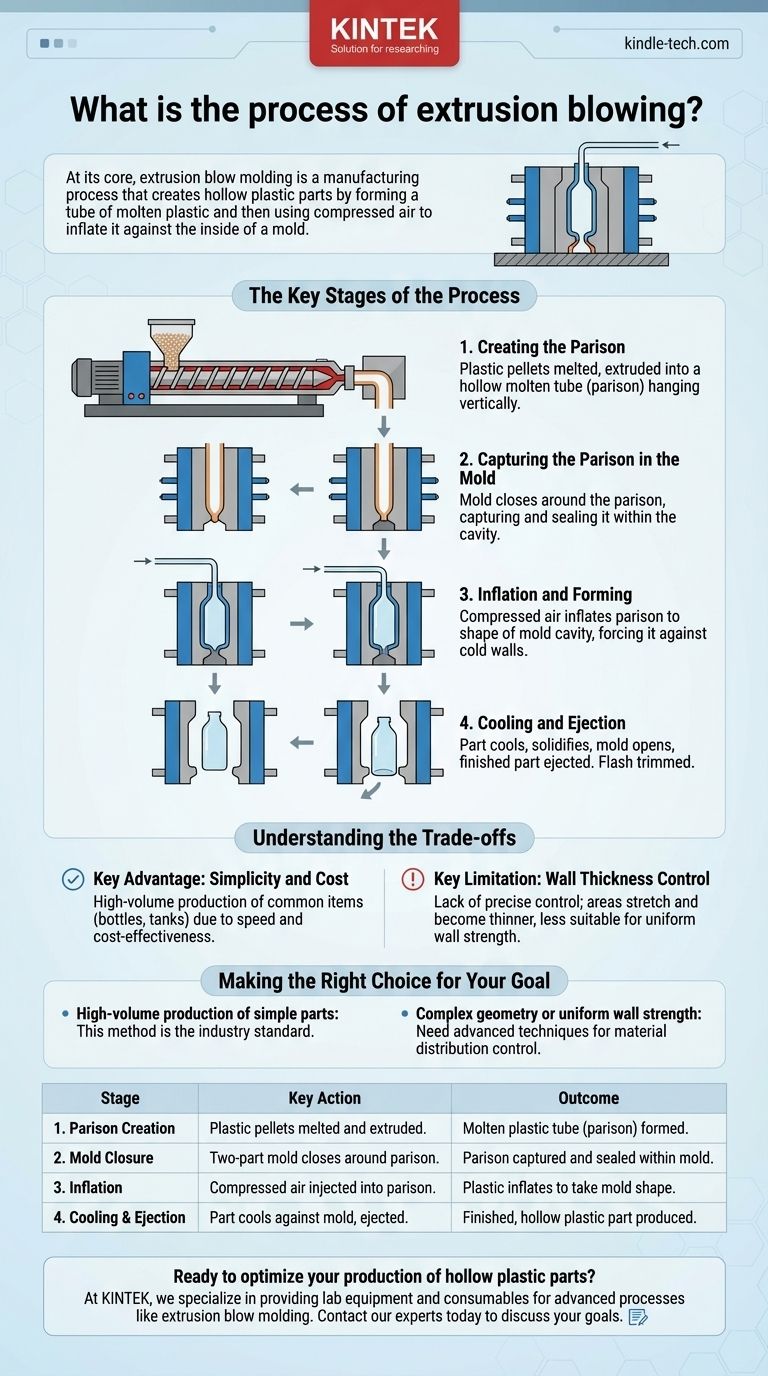
プロセスの主要な段階
操作全体は、いくつかの明確で連続した段階に分けることができます。各ステップは、原材料のプラスチックペレットを耐久性のある中空部品に変えるために不可欠です。
ステップ1:パリソンの作成
プロセスは押出機から始まります。この機械は、固体のプラスチックペレットを取り込み、それらを溶融するまで加熱し、その後、液体プラスチックをダイと呼ばれる成形ツールに通します。
この動作により、ダイから垂直に垂れ下がる、熱いプラスチックの連続した中空チューブ、すなわちパリソンが形成されます。
ステップ2:金型内でのパリソンの捕捉
二枚一組の水冷式金型が、垂れ下がっているパリソンの周りに配置されます。金型は、最終的に望ましい製品の正確な外部寸法に一致する空洞を備えています。
パリソンが正しい長さまで押出されると、金型の二枚のハーフが素早くそれを囲むように閉じられます。この動作により、パリソンの底が閉じられ、チューブが金型キャビティ内に捕捉されます。
ステップ3:膨張と成形
金型がしっかりと閉じられると、圧縮空気がパリソンの上部から注入されます。これは、容器のネック部分にあるピンを介して行われることがよくあります。
この空気圧の噴射により、柔らかい溶融プラスチックチューブが膨張し、外側に押し付けられ、金型の冷たい内壁にしっかりと接触します。プラスチックは金型キャビティの正確な形状を取り込みます。
ステップ4:冷却と排出
プラスチックは短時間、水冷式金型に押し付けられたままになります。冷たい表面との接触により材料が急速に固化し、新しい形状に固定されます。
部品が十分に冷却された後、金型が開き、完成した中空製品が排出されます。「バリ」として知られる余分なプラスチックは、その後トリミングされます。

トレードオフの理解
他の製造プロセスと同様に、押出ブロー成形には固有の長所と限界があり、特定の用途に適しています。
主な利点:シンプルさとコスト
この方法の主な利点は、その比較的高いシンプルさと経済的効率性です。機械設備は他のブロー成形バリアントよりも複雑ではないため、ボトルや容器などの一般的なアイテムの大量生産に最適です。
主な制限:肉厚の制御
主なトレードオフは、材料の肉厚に対する正確な制御が欠如していることです。単純なパリソンチューブが複雑な金型形状を満たすために引き伸ばされるため、一部の領域は他の領域よりも薄くなります。これにより、均一な壁強度が必要な部品にはあまり適していません。
目標に合った適切な選択をする
コアメカニズムを理解することは、いつこのプロセスがプロジェクトに最適であるかを判断するのに役立ちます。
- 主な焦点が単純な中空部品の大量生産である場合: この方法は、その速度とコスト効率から、牛乳パック、シャンプーボトル、化学タンクなどのアイテムの業界標準です。
- 主な焦点が非常に複雑な形状の部品を作成すること、または均一な壁強度を必要とする場合: 膨張段階での材料の分布をより細かく制御できる、より高度な成形技術を検討する必要があるかもしれません。
結局のところ、押出ブロー成形は、シンプルさと機能性のバランスを巧みに取り、私たちが毎日使用する中空プラスチック製品を作成する基礎的な技術です。
要約表:
| 段階 | 主要なアクション | 結果 |
|---|---|---|
| 1. パリソン作成 | プラスチックペレットを溶融し、中空チューブに押出成形する。 | 溶融プラスチックチューブ(パリソン)が形成される。 |
| 2. 金型閉鎖 | 二枚一組の金型がパリソンを囲んで閉じる。 | パリソンが金型内に捕捉され、密閉される。 |
| 3. 膨張 | 圧縮空気がパリソンに注入される。 | プラスチックが膨張し、金型キャビティの形状をとる。 |
| 4. 冷却と排出 | 部品が水冷式金型で冷却され、排出される。 | 完成した中空プラスチック部品が製造される。 |
中空プラスチック部品の生産を最適化する準備はできましたか?
KINTEKでは、押出ブロー成形のような高度な製造プロセスをサポートする実験装置と消耗品の提供を専門としています。研究開発、品質管理、または生産規模の拡大のいずれに従事している場合でも、当社のソリューションは、より高い効率と一貫性を達成するのに役立ちます。
当社の専門家に今すぐお問い合わせいただき、精密機器と専門的なガイダンスで、お客様の実験室および生産目標をどのようにサポートできるかをご相談ください。
ビジュアルガイド
関連製品
- ラボ用ブローフィルム押出 三層共押出フィルムブロー機
- ラボ用小型射出成形機
- 二軸押出機プラスチック造粒機
- ラボプラスチックPVCカレンダー延伸フィルムキャストマシン(フィルムテスト用)
- ラボ用ボールプレス金型


















