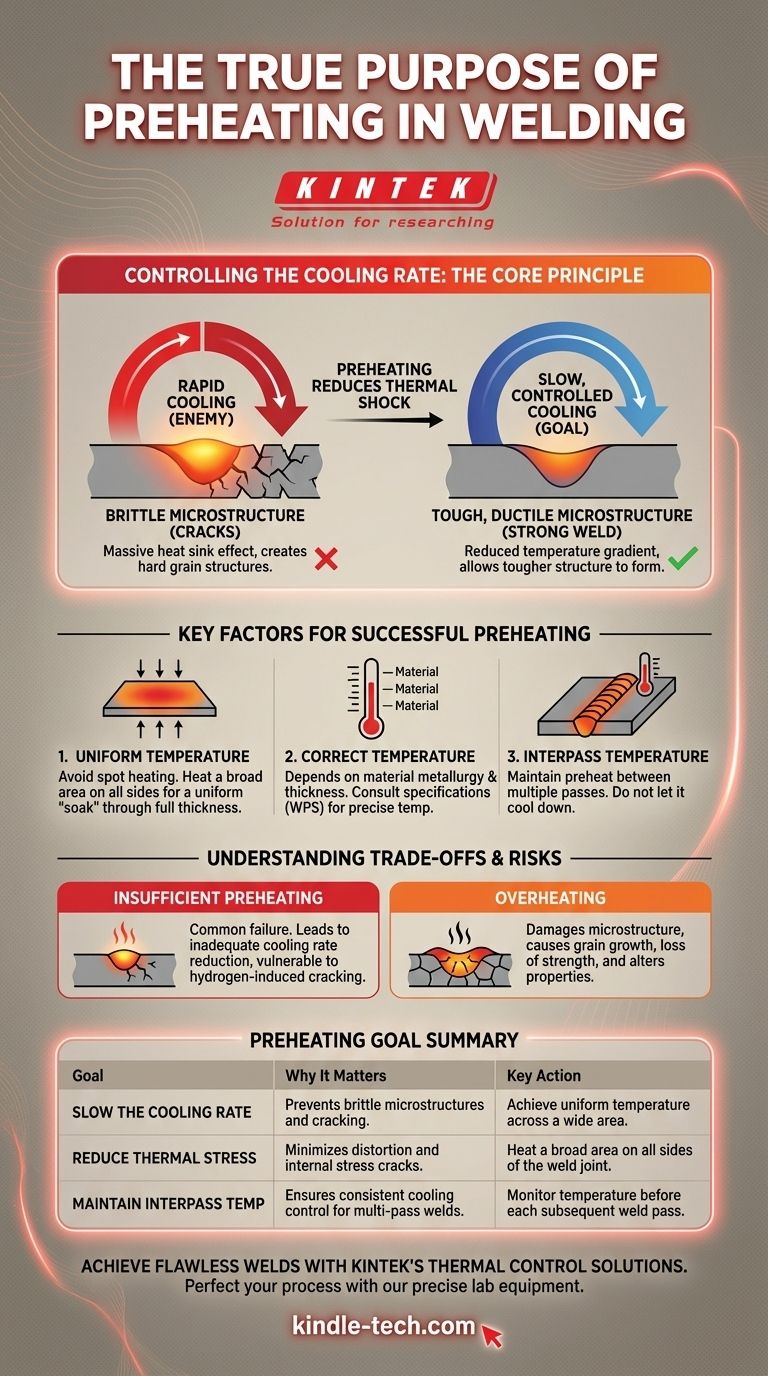
予熱の最も重要な部分は、単に特定の温度に達することではなく、溶接完了後に溶接エリア全体の冷却速度を遅くすることです。目標温度は必要ですが、最終的な目標は、ひび割れや脆化を引き起こす熱衝撃を低減し、強靭で延性のある最終的な溶接を保証することです。
予熱は基本的に熱制御のプロセスです。その主な目的は、溶融した溶接プールと周囲の母材との温度差を最小限に抑えることにより、脆い微細組織の形成を防ぎ、残留応力を低減することです。
核となる原理:冷却速度の制御
特定の材料における溶接の成否は、多くの場合、その冷却速度にかかっています。予熱は、この速度を制御するための主要な手段です。
急速な冷却が敵である理由
溶接を行うと、周囲の母材よりも数千度高温の溶融金属の領域が生成されます。
周囲の金属が冷たい場合、それは巨大なヒートシンクとして機能し、熱を極めて速い速度で溶接部から引き離します。この急速な冷却、すなわち焼き入れは、ひび割れに対して非常に敏感な、硬く脆い結晶構造(炭素鋼におけるマルテンサイトなど)を生成する可能性があります。
予熱が速度を落とす方法
溶接を開始する前に母材を加熱することで、溶融池と母材との温度差が大幅に減少します。
この温度勾配が小さくなることで、熱の放散がはるかに遅くなります。ゆっくりと制御された冷却プロセスにより、より靭性が高く延性のある微細組織が形成され、溶接後のひび割れのリスクが劇的に低減します。
熱応力と変形の低減
予熱は機械的な力に対処するのにも役立ちます。広い領域を加熱すると、溶接開始前に母材が膨張します。
溶接部と予熱された領域が一緒に冷却されると、より均一に収縮します。これにより、不均一な収縮から蓄積される内部応力が最小限に抑えられ、これは変形と応力関連のひび割れの両方の主な原因となります。

予熱を成功させるための重要な要素
望ましい遅い冷却速度を達成するには、単に金属にトーチを向ける以上のことが必要です。これらの重要な要素に焦点を当ててください。
均一な温度の達成
最も一般的な間違いはスポット加熱、つまり溶接継手のごく一部だけを加熱することです。これは効果がなく、応力を増大させることさえあります。
溶接継手のすべての側面の広い領域を加熱する必要があります。目標は、熱が材料の全厚さに浸透する均一な「ソーク(浸透)」です。小型部品にはオーブンが理想的です。大型の製作物には、ホットスポットを作らないように、大きな加熱トーチを一定の掃引動作で使用します。
適切な温度の決定
必要な予熱温度は単一の数値ではありません。それは完全に材料の冶金特性と厚さに依存します。
鋼の炭素含有量、合金の種類、部品の厚さなどの要因が、必要な温度を決定します。鋳鉄片には120°C(250°F)の予熱で十分かもしれませんが、高張力合金鋼の厚いセクションには250°C(500°F)以上が必要になる場合があります。必ず材料仕様または溶接手順仕様書(WPS)を参照してください。
パス間温度の維持
複数パスを必要とする溶接の場合、予熱温度を維持する必要があります。これはパス間温度として知られています。
パス間に部品を冷ましてしまうと、予熱の目的全体が台無しになります。プロセス全体を通じて冷却速度が遅く制御されたままであることを確認するために、各次のビードを溶接する前に温度を確認する必要があります。
トレードオフとリスクの理解
予熱は不可欠ですが、正しく行わなければなりません。不適切な適用はそれ自体の問題を引き起こします。
不十分な予熱の危険性
これが最も一般的な失敗です。加熱不足、または加熱領域が小さすぎると、ひび割れを防ぐのに十分なほど冷却速度が遅くなりません。溶接を(特に水素誘起割れに対して)脆弱な状態のままにしつつ、偽りの安心感を与えます。
過熱の問題
多ければ良いというわけではありません。特定の材料に対して推奨される予熱温度を超えると、微細組織が損傷し、強度や靭性の低下につながる可能性があります。過熱は過度の粒成長を引き起こしたり、以前の熱処理によってもたらされた特性を変化させたりする可能性があります。
溶接への適用方法
あなたの行動を導くために、予熱の根本的な目的に焦点を当ててください。
- 鋳鉄や高炭素鋼のひび割れ防止が主な焦点の場合: ゆっくりと均一な冷却を達成することに集中します。これには、溶接後に部品を熱ブランケットで包み、冷却をさらに遅くすることが含まれる場合があります。
- 厚い材料セクションの溶接が主な焦点の場合: 熱が部品の全厚さに完全に「浸透」し、深い接合部のひび割れの原因となる内部応力を低減するようにします。
- 大型アセンブリの変形を最小限に抑えることが主な焦点の場合: 熱膨張とその後の収縮のバランスをとるために、継手周辺の広くて均一な領域を加熱することを優先します。
予熱が冷却速度を制御することであると理解することで、単にルールに従うことから溶接プロセスを習得することへと進むことができます。
要約表:
| 予熱の主な目標 | 重要性 | 主なアクション |
|---|---|---|
| 冷却速度を遅くする | 脆い微細組織とひび割れを防ぐ。 | 広い領域にわたって均一な温度を達成する。 |
| 熱応力を低減する | 変形と内部応力によるひび割れを最小限に抑える。 | 溶接継手のすべての側面の広い領域を加熱する。 |
| パス間温度を維持する | 多パス溶接における一貫した冷却制御を保証する。 | 各次の溶接パスの前に温度を監視する。 |
KINTEKの熱制御ソリューションで欠陥のない溶接を実現
予熱プロセスを完璧にすることは、強靭でひび割れのない溶接に不可欠です。KINTEKでは、材料試験や準備などの重要な熱プロセスをサポートする、正確で信頼性の高いラボ機器と消耗品の提供を専門としています。
新しい溶接手順を開発する場合でも、材料の完全性を保証する場合でも、当社のツールは成功に必要な正確な温度を維持するのに役立ちます。
KINTEKのソリューションが溶接および材料試験のワークフローをどのように強化できるかについて、今すぐ専門家にご相談ください。
ビジュアルガイド