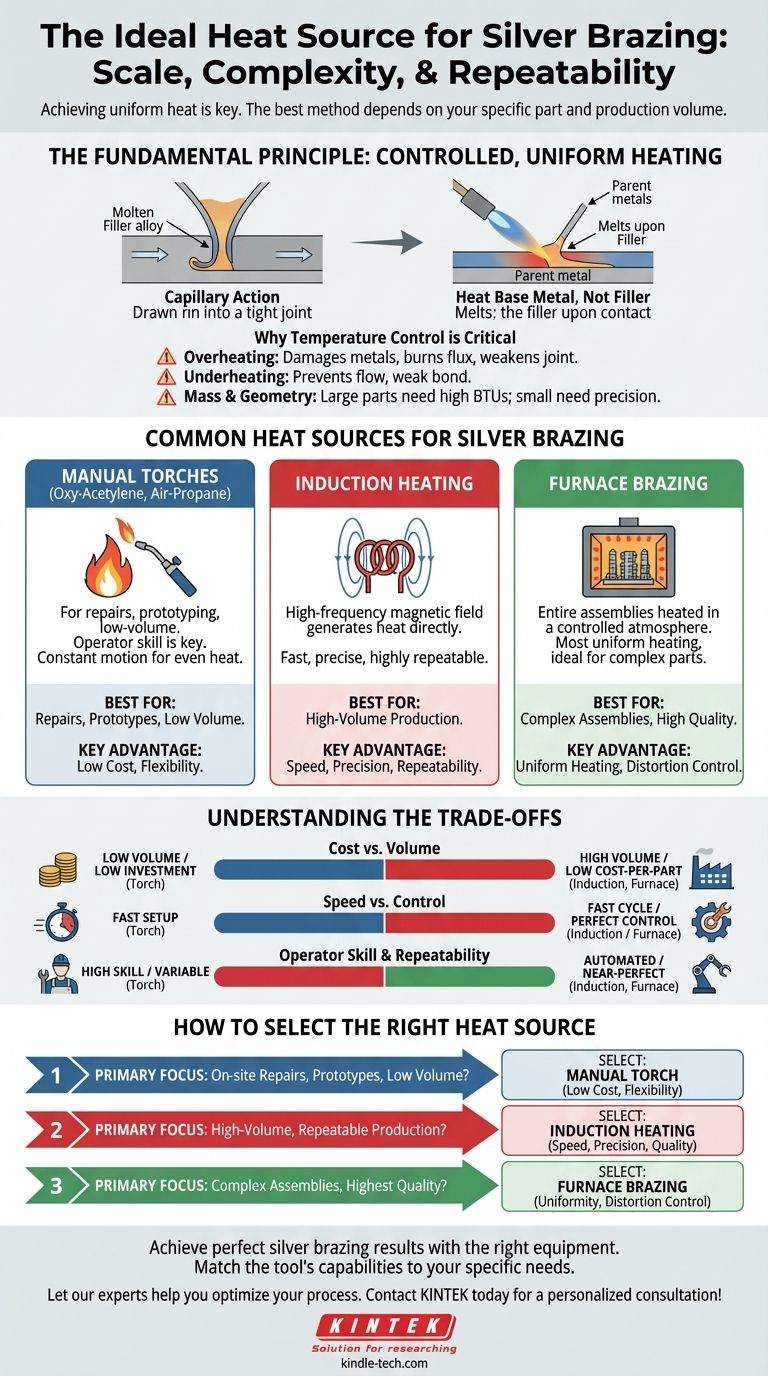
銀ろう付けに理想的な熱源は、用途の規模、複雑さ、および再現性の必要性によって完全に異なります。単純なトーチが最初に検討されるツールであることが多いですが、最適な方法は、接合部全体を均一かつ迅速に適切な温度に加熱する方法です。最も一般的で効果的な熱源は、手動トーチ、誘導加熱システム、および制御雰囲気炉です。
銀ろう付けにおける中心的な課題は、ろう材を溶かすだけでなく、接合部の両側の母材に均一な熱を供給することです。「最適な」熱源とは、特定の部品形状と生産量に対して最も制御と効率を提供するものです。
基本原則:制御された均一な加熱
ツールを選択する前に、目標を理解することが重要です。銀ろう付けは毛細管現象に依存しており、溶融したろう材が密着した接合部に引き込まれます。これは、接合部全体が適切で均一な温度である場合にのみ機能します。
なぜ温度制御が重要なのか
銀ろう付け合金は、比較的低く狭い融解範囲を持っています。アセンブリを過熱すると、母材が損傷したり、フラックスが焼けて無効になったり、最終的な接合部が弱くなったりする可能性があります。加熱が不十分だと、ろう材が流れず、適切に接合されません。
ろう材ではなく母材を加熱する
よくある間違いは、ろう付け合金に直接熱を加えることです。正しいテクニックは、接合部を形成する母材を加熱することです。母材がろう材の流動温度に達すると、接触時に合金が溶融し、強力で完全な接合のために接合部の奥深くまで引き込まれます。
質量と形状の役割
接合される部品のサイズ、厚さ、形状によって、加熱要件が決まります。大きくて重い部品は、迅速に温度を上げるために高い熱出力(BTU)を持つ熱源を必要としますが、小さくて繊細なアセンブリは、変形や溶融を避けるために正確で強度の低い熱源を必要とします。

銀ろう付けの一般的な熱源
各加熱方法は、速度、制御、コスト、再現性の異なるバランスを提供します。
手動トーチ(酸素アセチレン、空気プロパン)
これは、修理作業、プロトタイピング、少量生産で最も一般的な方法です。オペレーターは手持ちのトーチを使用してアセンブリを手動で加熱します。
重要なのは、わずかに還元性または中性の炎を使用し、熱を均一に分散させるために常に動かし続けることです。プロパンやアセチレンなどの燃料ガスの選択は、必要な温度と部品の質量によって異なります。
誘導加熱
誘導加熱は、高周波交流磁場を使用して金属部品内に直接熱を発生させます。誘導コイルは、接合部を囲むようにカスタム設計されます。
この方法は、非常に高速で正確、そして高い再現性があります。一貫性が最重要視される大量生産の自動化ラインにとって、これは最高の基準です。
炉内ろう付け
この方法では、アセンブリ全体にろう付け合金とフラックスを事前に充填(またはフラックスフリーの制御雰囲気中に配置)し、炉内で加熱します。
炉内ろう付けは、可能な限り最も均一な加熱を提供し、複数の接合部を持つ非常に複雑なアセンブリや、変形しやすい部品に最適です。これは、中量から大量生産に適したバッチプロセスです。
トレードオフの理解
「最適な」熱源は一つではなく、その作業に最も適したものが存在するだけです。決定には明確なトレードオフが伴います。
コスト対生産量
手動トーチは初期投資が非常に低く、一点物の作業に最適です。誘導加熱システムは、設備とコイル設計に高い初期費用がかかりますが、大量生産では部品あたりのコストが非常に低くなります。
速度対制御
誘導加熱はサイクルあたりの最速の方法であり、しばしば数秒しかかかりません。炉内ろう付けはサイクル時間が長いですが、完璧な熱制御を提供します。トーチはセットアップが速いですが、速度と品質の両方でオペレーターのスキルに完全に依存します。
オペレーターのスキルと再現性
トーチによるろう付けは、熟練した経験豊富なオペレーターが一貫した結果を達成するために必要な技術です。誘導加熱と炉内ろう付けは、このばらつきを取り除き、プロセスが設定されればほぼ完璧な再現性を提供します。
適切な熱源の選択方法
成功し、費用対効果の高い結果を得るために、加熱方法を主要な目的に合わせます。
- 現場での修理、一点物のプロトタイプ、または少量生産に重点を置く場合:手動トーチは、低コストと操作の柔軟性の最良のバランスを提供します。
- 一貫した部品の大量生産、再現性のある生産に重点を置く場合:誘導加熱は、その比類のない速度、精度、品質管理において優れた選択肢です。
- 複雑なアセンブリのろう付け、または可能な限り最高の接合品質の達成に重点を置く場合:炉内ろう付けは最も均一な加熱を提供し、複数の接合部や手の届きにくい接合部を持つ部品に最適です。
最終的に、適切な熱源を選択することは、制御された加熱のためのツールの能力を、特定の部品と生産目標の独自の要求に合わせることです。
要約表:
| 熱源 | 最適な用途 | 主な利点 |
|---|---|---|
| 手動トーチ | 修理、プロトタイプ、少量生産 | 低コスト、柔軟性 |
| 誘導加熱 | 大量生産 | 速度、精度、再現性 |
| 炉内ろう付け | 複雑なアセンブリ、高品質 | 均一な加熱、歪み制御 |
適切な機器で完璧な銀ろう付け結果を達成しましょう。
理想的な熱源を選択することは、接合強度、生産効率、コスト効率にとって重要です。修理のためのトーチの柔軟性、大量生産のための誘導加熱の速度、または複雑な部品のための炉の比類のない均一性が必要な場合でも、KINTEKが解決策を提供します。
ラボ機器および消耗品のスペシャリストとして、当社は、お客様の研究所または生産施設が一貫した高品質のろう付けを行うために必要な、正確で信頼性の高い加熱システムを提供します。
当社の専門家がお客様のプロセスの最適化を支援します。今すぐKINTEKにお問い合わせください!
ビジュアルガイド