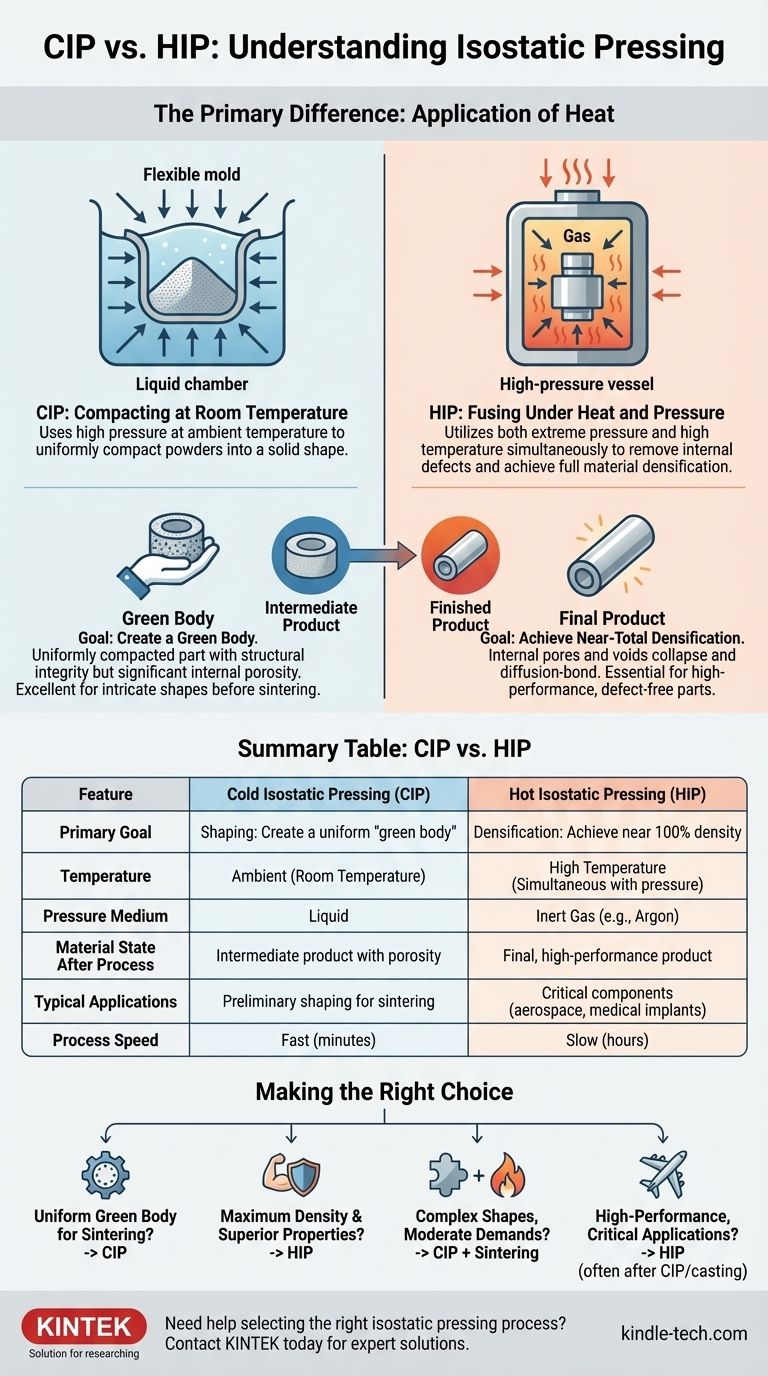
本質的に、冷間等方圧プレス(CIP)と熱間等方圧プレス(HIP)の主な違いは、熱の適用にあります。CIPは、周囲温度で高圧を使用して粉末を均一に圧縮し、固体の形状にします。対照的に、HIPは極度の圧力と高温を同時に利用して、内部欠陥を除去し、材料の完全な緻密化を達成します。
CIPとHIPのどちらを選択するかは、どちらが優れたプロセスかを選ぶのではなく、適切なツールをタスクに合わせることです。CIPは基本的に初期形状を作成するための成形プロセスであり、HIPはほぼ完全な緻密化と優れた材料特性を達成するための熱処理です。
基本的なプロセス:成形 vs. 緻密化
それぞれのプロセスをいつ使用するかを理解するには、それらを製造の異なる段階のための異なるツールとして捉える必要があります。一方は初期成形用、もう一方は最終仕上げ用です。
冷間等方圧プレス(CIP):室温での圧縮
CIPは、材料粉末を柔軟な金型に入れ、液体チャンバーに浸漬します。この液体は加圧され、あらゆる方向から金型に均一な圧力をかけます。
CIPの主な目的は、「グリーンボディ」(素地)を作成することです。これは、取り扱い可能な十分な構造的完全性を持ちながら、依然としてかなりの内部気孔率を含む均一に圧縮された部品です。
粉末を均一に圧縮するため、CIPは焼結やHIPなどのさらなる処理を受ける複雑な形状や精密な形状を製造するための優れた予備段階です。
熱間等方圧プレス(HIP):熱と圧力下での融合
HIPは、部品を高圧容器に入れ、不活性ガス(通常はアルゴン)で満たします。容器は非常に高温に加熱され、同時にガスが加圧されます。
熱と等方圧の組み合わせにより、材料は塑性状態になります。これにより、材料内の内部気孔や空隙が崩壊し、拡散接合されます。
HIPの目的は、初期形状を作成することではなく、鋳造品の内部欠陥を修復したり、粉末を完全に緻密な高性能最終製品に統合したりすることです。

結果の比較:グリーンボディ vs. 最終製品
各プロセス後の材料の状態は、それらの明確な役割を示しています。CIPサイクルを終えた部品は中間製品であり、HIPサイクルを終えた部品はしばしば完成品です。
CIPで達成される特性
CIPは、非常に均一な密度を持つ部品を製造します。この均一性は、その後の焼結などの高温プロセス中の反りや歪みを防ぐため、非常に重要です。
しかし、CIP処理された部品の機械的特性は控えめです。固体ではありますが、要求の厳しい用途に必要な強度や靭性はまだ達成されていません。
HIPで達成される特性
HIPは、理論上の最大密度にほぼ100%近い材料をもたらします。この気孔率の除去は、機械的特性を劇的に向上させます。
HIP処理された材料は、優れた強度、延性、疲労寿命、破壊靭性を示します。これにより、故障が許されない部品にとって、このプロセスは不可欠なものとなります。
トレードオフの理解:時間と複雑さ
HIPは優れた最終特性をもたらしますが、その利点には処理時間と複雑さにおける大きなトレードオフが伴います。
プロセス速度とスループット
CIPは比較的速いプロセスであり、サイクル時間はしばしば数分で測定されます。これにより、大量の予備成形に適しています。
HIPは著しく遅く、完全なサイクルには数時間かかります。これは、容器の加熱、圧力の印加、温度保持、安全な冷却に必要な時間のためです。
適切な用途と形状
CIPは、最終焼結前に均一な密度が必要な単純または複雑な形状の初期形状を作成するのに理想的です。これは費用対効果の高い成形方法です。
HIPは、航空宇宙タービンブレード、医療インプラント、高応力工業用工具など、複雑な形状を持つ重要な部品の最終緻密化に使用されます。
目標に合った適切な選択をする
CIPとHIPのどちらを選択するか、またはそれらを連続して使用するかは、材料の性能要件と用途に完全に依存します。
- その後の焼結のために均一なグリーンボディを作成することが主な焦点である場合: CIPが正しく、最も費用対効果の高い選択肢です。
- 最終部品で最大の密度と優れた機械的特性を達成することが主な焦点である場合: HIPは不可欠なプロセスです。
- 重要な性能要件のない複雑な形状を製造することが主な焦点である場合: CIPとそれに続く従来の焼結の組み合わせで十分な場合が多いです。
- 重要な用途向けの高性能で欠陥のない部品を製造することが主な焦点である場合: ほぼ確実にHIPに頼ることになります。多くの場合、CIP、鋳造、または積層造形によって事前に成形された部品を処理します。
最終的に、これらのプロセスを補完的なツールとして理解すること、つまり一方は成形用、もう一方は完成用として理解することが、高度な材料製造の鍵となります。
要約表:
| 特徴 | 冷間等方圧プレス(CIP) | 熱間等方圧プレス(HIP) |
|---|---|---|
| 主な目的 | 成形:均一な「グリーンボディ」(素地)の作成 | 緻密化:ほぼ100%の密度達成 |
| 温度 | 周囲温度(室温) | 高温(圧力と同時) |
| 圧力媒体 | 液体 | 不活性ガス(例:アルゴン) |
| プロセス後の材料状態 | 気孔率のある中間製品 | 最終的な高性能製品 |
| 代表的な用途 | 焼結のための予備成形 | 重要部品(航空宇宙、医療インプラント) |
| プロセス速度 | 速い(数分) | 遅い(数時間) |
あなたの研究室の材料に適した等方圧プレスプロセスを選択するのに助けが必要ですか?
KINTEKでは、研究室の機器と消耗品を専門とし、材料処理のあらゆるニーズに対応する専門的なソリューションを提供しています。CIPで新しい材料を成形する場合でも、HIPで最大の緻密化を目指す場合でも、当社のチームは、優れた結果を達成し、研究室の効率を高めるための適切なツールを選択するお手伝いをいたします。
今すぐお問い合わせください。お客様の特定の用途についてご相談し、KINTEKがお客様の高度な材料製造目標をどのようにサポートできるかをご確認ください。
ビジュアルガイド
関連製品
- 全固体電池研究用温間等方圧加圧装置(WIP)
- 自動ラボ用コールドアイソスタティックプレス CIP装置 コールドアイソスタティックプレス
- 手動等方圧プレス機 CIPペレットプレス
- 電気実験室用コールドアイソスタティックプレス CIP装置
- コールドアイソスタティックプレス用電気分割ラボコールドアイソスタティックプレスCIP装置

















