その核心において、主な違いは温度です。 冷間等方圧プレス(CIP)は、室温で極端で均一な流体圧力を利用して、粉末を「グリーンコンパクト」と呼ばれる予備的な固体形状に圧縮します。対照的に、熱間等方圧プレス(HIP)は、高温と高ガス圧の両方を利用して、内部の多孔性を排除し、部品を完全に高密度化することで、その強度と耐久性を劇的に向上させます。
重要な違いは、製造における役割です。CIPは、粉末から初期形状を作成するために使用される成形プロセスであり、HIPは、部品の最終的な材料特性を完璧にするために使用される高密度化プロセスです。
核心原理:等方圧
「等方圧」の意味
両方のプロセスは、等方圧の原理に基づいています。これは、単にすべての方向から同時に均一に圧力を加えることを意味します。
深海に沈んだ物体を想像してみてください。水は、その表面のあらゆる点に均等な圧力を加えます。これは、CIPとHIPで部品の形状を歪めることなく、均一な圧縮と高密度化を確実にするために使用されるのと同じ原理です。

冷間等方圧プレス(CIP)の分解
目標:「グリーンコンパクト」の成形
CIPの目的は、ばらばらの粉末を固体で取り扱い可能な物体に圧縮することです。この結果として得られる部品はグリーンコンパクトとして知られています。それは形状とある程度の強度を持っていますが、まだ多孔質であり、最終製品になるためにはその後の加熱プロセス(焼結)が必要です。
段階的なプロセス
- 成形: 金属やセラミックスなどの粉末材料が、ゴムやウレタン製の柔軟な密閉型の中に置かれます。
- 加圧: この型アセンブリは、高圧チャンバー内の流体(通常は水)に浸されます。
- 圧縮: 極端な油圧(400〜1,000 MPa)が流体に加えられ、それが型をあらゆる方向から均等に圧縮し、内部の粉末を圧縮します。
- 取り出し: 圧力が解放され、固化したグリーンコンパクトが型から取り出され、焼結などの次の製造段階の準備が整います。
熱間等方圧プレス(HIP)の分解
目標:完全な高密度化の達成
HIPの目的は、すでに固体の部品の内部の空隙や多孔性を排除することです。このプロセスは、鋳造品の内部欠陥を修復し、3Dプリントされた金属部品を強化したり、CIPと焼結によって以前に成形された部品を完全に高密度化したりします。
段階的なプロセス
- 装填: 1つまたは複数の部品が炉に装填され、その後、高圧容器内に密閉されます。
- 準備: パージおよび真空サイクルにより、容器から空気、湿気、その他の汚染物質が除去され、純粋な環境が確保されます。
- 加熱と加圧: 容器は高純度不活性ガス(通常はアルゴン)で満たされ、温度と圧力が同時に上昇します。
- 保持: 部品は特定の高温高圧で長期間(通常8〜12時間)保持されます。熱(材料を軟化させる)と等方圧の組み合わせにより、すべての内部細孔が崩壊します。
- 冷却: 容器は冷却され、場合によっては急冷のように急速に冷却されます。ガスは放出され、多くの場合、洗浄およびリサイクルされ、完全に高密度化された部品が取り出されます。
主な違いの理解
目的:成形と高密度化
これが最も重要な区別です。CIPは形状を作成します。 HIPは材料を完璧にします。 部品は、成形のためにCIPを受け、その後、焼結後、最大の潜在的な性能を達成するためにHIPを受けることがあります。
材料の状態:粉末と固体
CIPは、その入力材料としてほとんど排他的に粉末から始まります。一方、HIPは、鋳造、鍛造、3Dプリント、または粉末冶金によって作成された固体部品に使用されます。
プロセス条件:冷たい流体と熱いガス
CIPは、圧力を伝達するために液体媒体(水)を使用する冷間プロセスです。HIPは、不活性ガス(アルゴン)を使用して圧力を加える高温熱プロセスです。
最終特性
CIPは、多孔質で中程度の強度しか持たないグリーンコンパクトを生成します。これは中間段階です。HIPは、完全に高密度で内部欠陥がなく、強度や耐久性などの優れた機械的特性を持つ最終部品を生成します。
目標に合った適切な選択をする
- 粉末から複雑な初期形状を作成することが主な焦点である場合: CIPは、焼結前にグリーンコンパクトを製造するための正しい成形ステップです。
- 多孔性を排除し、重要な部品の強度を最大化することが主な焦点である場合: HIPは、不可欠な最終または最終に近い高密度化ステップです。
- 粉末材料から最高の性能を達成することが主な焦点である場合: CIPで成形し、焼結後、HIPで完全な高密度化を達成するというように、両方のプロセスを連続して使用することがよくあります。
最終的に、適切なプロセスを選択するかどうかは、材料が製造工程のどの段階にあるかに完全に依存します。
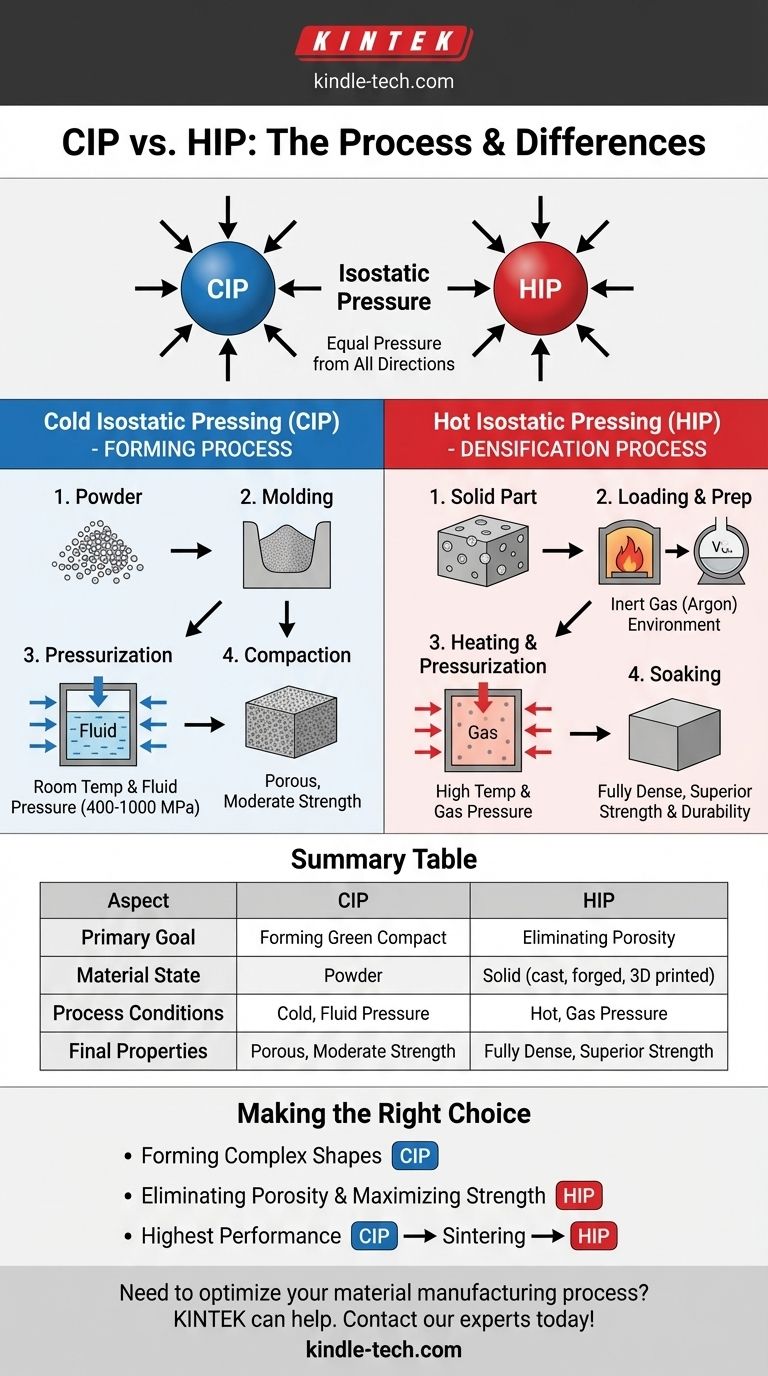
要約表:
| 側面 | 冷間等方圧プレス(CIP) | 熱間等方圧プレス(HIP) |
|---|---|---|
| 主な目標 | 粉末から「グリーンコンパクト」を成形する | 固体部品の多孔性を排除する |
| 材料の状態 | 粉末 | 固体(鋳造、鍛造、3Dプリント) |
| プロセス条件 | 室温、流体圧(400-1000 MPa) | 高温、不活性ガス圧(アルゴン) |
| 最終特性 | 多孔質、中程度の強度(焼結が必要) | 完全に高密度、優れた強度と耐久性 |
材料製造プロセスを最適化する必要がありますか? CIPで粉末から複雑な形状を成形する場合でも、HIPで最大の密度と強度を達成する場合でも、KINTEKの実験装置と消耗品に関する専門知識は、お客様のラボの特定のニーズに合った適切な技術を選択するのに役立ちます。今すぐ専門家にお問い合わせください。当社のソリューションがお客様の材料性能と生産効率をどのように向上させることができるかについてご相談ください!
ビジュアルガイド
関連製品
- 全固体電池研究用温間等方圧加圧装置(WIP)
- 自動ラボ用コールドアイソスタティックプレス CIP装置 コールドアイソスタティックプレス
- 手動等方圧プレス機 CIPペレットプレス
- 電気実験室用コールドアイソスタティックプレス CIP装置
- コールドアイソスタティックプレス用電気分割ラボコールドアイソスタティックプレスCIP装置

















