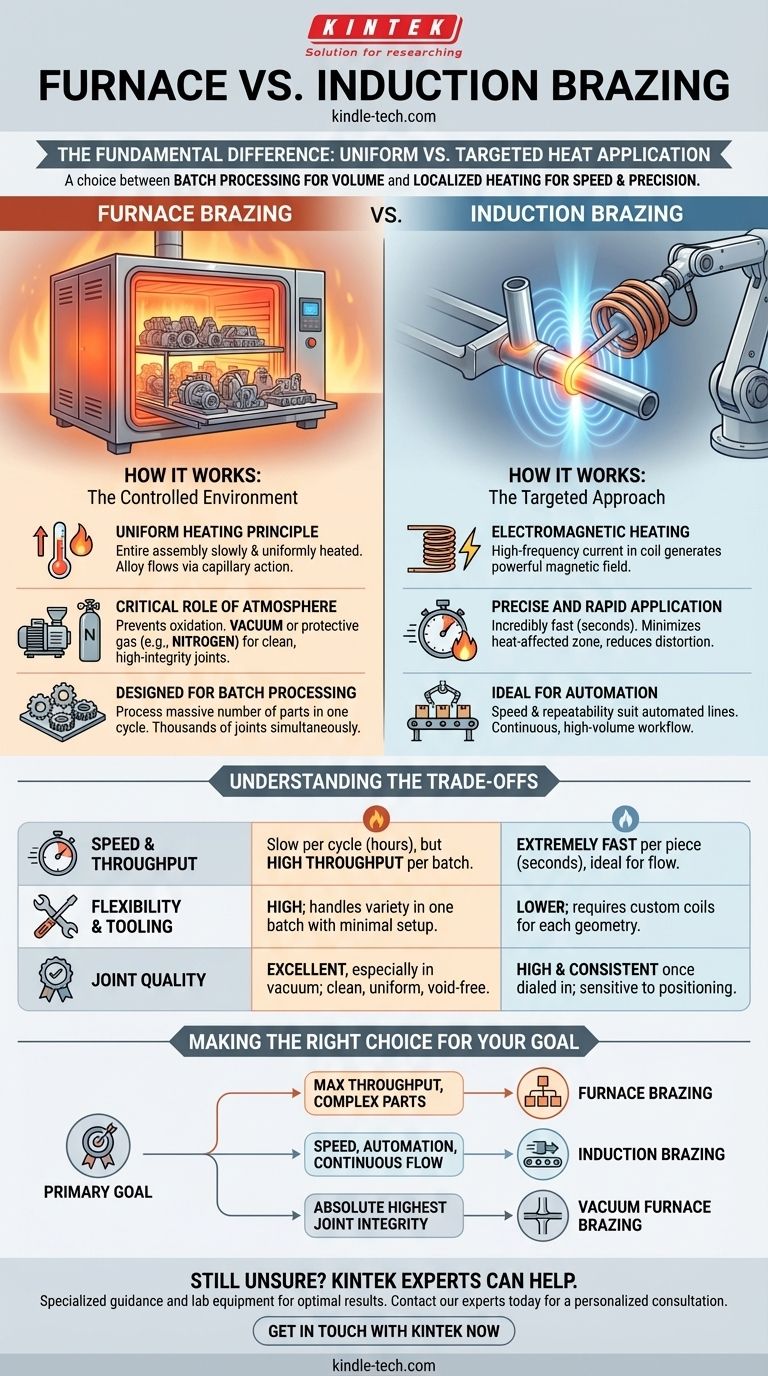
炉中钎焊と誘導加熱钎焊の根本的な違いは、熱の加え方にあります。炉中钎焊は、制御された雰囲気の中でアセンブリ全体を均一に加熱するため、一度に多くの部品を処理するのに理想的です。対照的に、誘導加熱钎焊は、ターゲットを絞った電磁場を使用して、特定の接合部のみを迅速かつ選択的に加熱し、速度と自動化された生産ラインで優位性を発揮します。
これらの方法の選択は、量のためのバッチ処理と、速度と精度のための局所加熱のどちらを選ぶかという決定です。炉中钎焊は複雑なアセンブリや大量生産において比類がありませんが、誘導加熱钎焊は高速で連続的な製造プロセスへの統合において優れた選択肢となります。
炉中钎焊の仕組み:制御された環境
炉中钎焊は、アセンブリ全体を制御された炉内で钎焊温度まで上昇させる熱処理プロセスです。このプロセスの成功は、環境の制御に大きく依存します。
均一加熱の原則
基本概念はシンプルです。母材と事前に配置された钎料合金を含むアセンブリ全体が、ゆっくりと均一に加熱されます。钎料の融点を超えると、毛細管現象によって合金が接合部に流れ込みます。
雰囲気の重要な役割
高温での部品の酸化を防ぐため、このプロセスは制御された雰囲気下で行われます。最も一般的なのは真空または窒素などの保護ガスです。
炉内の空気を排気する真空钎焊は、特に効果的です。酸素やその他の汚染物質を除去し、重要な用途向けに極めてクリーンで強度の高い接合部を実現します。
バッチ処理向けに設計
炉中钎焊の主な利点は、1回のサイクルで大量の部品を処理できることです。アセンブリをトレイに積み込み炉に入れることで、数千の接合部を同時に作成できます。

誘導加熱钎焊の仕組み:ターゲットを絞ったアプローチ
誘導加熱钎焊は全く異なる原理で動作します。部品全体を加熱するのではなく、必要な場所、つまり接合部そのものに集中的にエネルギーを供給します。
電磁加熱
この方法は、銅コイルに通した高周波交流電流を使用します。このコイルが接合部周辺に強力で急速に変化する磁場を発生させます。
磁場は金属部品内に電気的な「渦電流」を誘導します。これらの電流の流れに対する金属の抵抗が、非常に局所的で強烈な熱を素早く発生させます。
迅速かつ正確な適用
加熱は信じられないほど速く、数秒しかかからないことがよくあります。熱が接合部に限定されるため、熱影響部を最小限に抑え、部品の歪みを減らし、近くの敏感なコンポーネントを保護します。
自動化に最適
誘導加熱钎焊の速度と再現性は、自動化および半自動化された生産ラインに非常に適しています。連続的な大量ワークフローのために、製造セルに容易に統合できます。
トレードオフの理解
どちらの方法が万能で優れているわけではありません。最適な選択は、アプリケーションの特定の優先順位に完全に依存します。主なトレードオフは、速度、量、柔軟性、最終的な接合部の品質のバランスを取ることに関係します。
速度 対 スループット
誘導加熱は個々の部品ごとの速度は劇的に速く、単一部品フローに最適です。炉中钎焊はサイクルごとの速度は遅い(しばしば数時間)ですが、一度に数千個の部品を処理できるため、大量バッチでは非常に高いスループットを実現します。
柔軟性と治具
誘導加熱钎焊は、各接合部の特定の形状に合わせてカスタム設計されたコイルが必要です。これにより、多種多様な部品を扱うジョブショップにとっては柔軟性が低くなります。炉は非常に柔軟性があり、最小限のセットアップ変更で単一バッチ内のさまざまな形状やサイズの部品を処理できます。
接合部の品質と一貫性
真空炉中钎焊は、品質のゴールドスタンダードと見なされることがよくあります。部品全体が純粋な環境で均一に加熱され、酸化物の発生を防ぐため、最もクリーンで均一、かつボイドのない接合部が得られます。
誘導加熱钎焊は、プロセスが確立されれば非常に一貫した接合部を生成しますが、部品の配置やコイルの位置合わせの変動の影響を受けやすいです。
目標に合わせた適切な選択
正しいプロセスの選択は、その方法の強みを主要な製造目標と一致させる必要があります。
- 大量の複雑な部品の最大スループットが主な焦点である場合: 炉中钎焊は、数千のアセンブリを同時に処理できるため、明確な選択肢です。
- 自動組立ラインへの速度と統合が主な焦点である場合: 誘導加熱钎焊は、連続フローで個々の接合部を迅速かつ再現性高く加熱できるため優れています。
- 重要なコンポーネントに対して最高の接合部完全性が主な焦点である場合: 真空炉中钎焊は、大気汚染を排除することで、最もクリーンで最も強く、最も信頼性の高い結果をもたらします。
加熱方法のこれらの基本的な違いを理解することが、特定の製造目標に対して最も効果的で経済的なプロセスを選択するための鍵となります。
要約表:
| 特徴 | 炉中钎焊 | 誘導加熱钎焊 |
|---|---|---|
| 加熱方法 | 制御された雰囲気下でのアセンブリ全体の均一加熱 | 電磁場による接合部のターゲットを絞った局所加熱 |
| 最適用途 | 大量バッチ、複雑なアセンブリ、最高の接合部完全性 | 高速自動化、単一部品フロー、最小限の熱歪み |
| 速度 | サイクルあたりは遅い(数時間)、しかしバッチあたりのスループットは高い | 個々の部品あたりは非常に速い(数秒) |
| 柔軟性 | 高い。1バッチで様々な部品に対応可能 | 低い。各接合部の形状に合わせてカスタムコイルが必要 |
| 接合部の品質 | 優れている(特に真空下)。クリーンで均一 | 高い一貫性があるが、部品の配置に影響を受けやすい |
まだあなたのプロジェクトに最適な钎焊方法はどれか迷っていますか?
KINTEKのチームは、お客様の钎焊アプリケーションに最適な専門的なガイダンスとラボ機器を提供することに特化しています。炉中钎焊と誘導加熱钎焊の選択が、生産効率、コスト、最終製品の品質に影響を与えることを私たちは理解しています。
最適な結果を達成するために私たちが支援します。今すぐ専門家にご連絡ください。当社のソリューションがお客様の製造プロセスをどのように向上させるかをご確認ください。
ビジュアルガイド