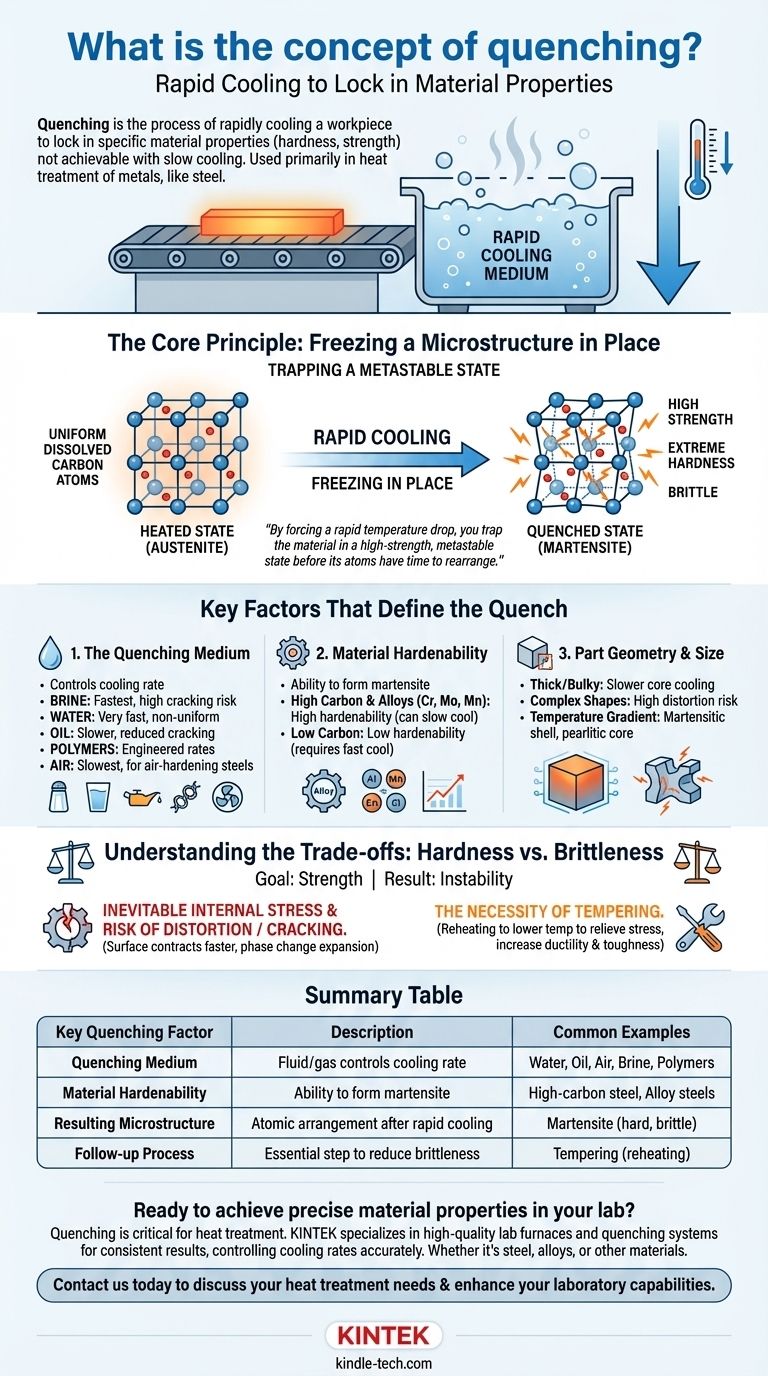
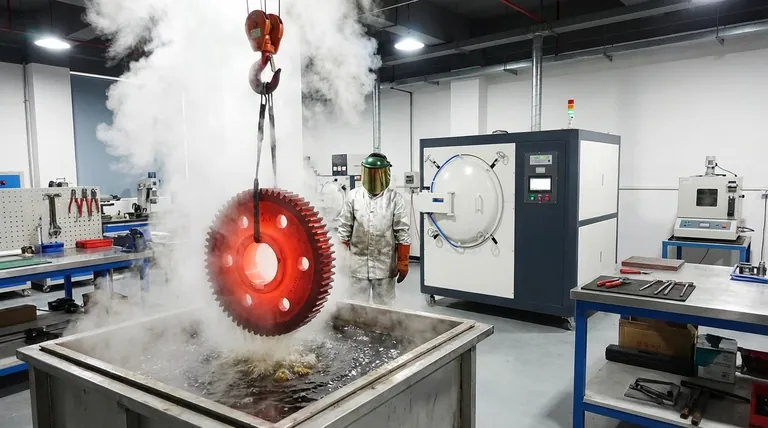
材料科学において、焼入れとは、ワークピースを急速に冷却するプロセスであり、ゆっくりとした冷却では達成できない特定の材料特性を固定することを目的とします。これは熱処理の基礎であり、主に金属、特に鋼の硬度と強度を高めるために使用されます。このプロセスでは、材料を特定の温度まで加熱した後、水、油、空気などの媒体に浸します。
焼入れは単に冷却するだけでなく、材料の原子構造を制御して操作することです。急速な温度降下を強制することで、原子がより柔らかく安定した形に再配列する時間を与えることなく、材料を高強度で準安定な状態に閉じ込めます。
核心原理:微細構造をその場に固定する
焼入れの目的は、望ましい機械的特性をもたらす特定の原子配列、すなわち微細構造を意図的に作り出し、維持することです。
均一な状態を作り出すための加熱
焼入れの前に、鋼のような金属はまずオーステナイト化と呼ばれるプロセスで臨界温度まで加熱されます。この高温では、鋼の結晶構造がオーステナイトと呼ばれる相に変化し、炭素原子を均一な固溶体として溶解させる独自の能力を持ちます。これにより、均質で高エネルギーの出発点が得られます。
急速冷却の重要な役割
材料が均一にオーステナイト相になったら、焼入れの急速冷却が始まります。冷却速度は非常に速いため、構造中に溶解した炭素原子は拡散してパーライトやベイナイトのようなより軟らかい構造を形成する時間がありません。
原子は本質的に「凍結」されます。これにより、結晶構造は非常にひずんだ過飽和状態に閉じ込められ、この急速な変態によってのみ存在する新しい微細構造に強制的に変化します。
結果:鋼におけるマルテンサイトの生成
鋼において、この新しい、閉じ込められた微細構造はマルテンサイトと呼ばれます。マルテンサイトは、その歪んだ体心正方晶(BCT)結晶構造が、金属の塑性変形の主要なメカニズムである転位の移動に抵抗するため、非常に硬く、強いです。
しかし、この極端な硬さには代償が伴います。焼入れままのマルテンサイトは非常に脆く、かなりの内部応力を含んでいます。
焼入れを定義する主要因
焼入れの結果は単一の成果ではなく、いくつかの重要な変数によって制御される可能性のスペクトルです。
焼入れ媒体
冷却に使用される液体または気体の種類、すなわち焼入れ剤は、冷却速度を制御する最も重要な要因です。
- ブライン(塩水):蒸気泡の形成が抑制されるため、最速の冷却速度を提供しますが、歪みや割れのリスクが非常に高いです。
- 水:非常に速い冷却を提供しますが、不均一な冷却や高い内部応力につながる可能性があります。
- 油:水よりも著しくゆっくりと冷却され、割れのリスクを低減します。合金鋼の最も一般的な焼入れ剤の一つです。
- ポリマー:水中のポリマー溶液は、水と油の中間の冷却速度を提供するように設計できます。
- 空気:最も遅い焼入れを提供します。これは、ゆっくりとした冷却でもマルテンサイトを形成するように設計された、高度に合金化された「空冷硬化」鋼にのみ有効です。
材料の焼入れ性
焼入れ性とは、冷却時にマルテンサイトを形成する材料の能力の尺度です。炭素と合金成分(クロム、モリブデン、マンガンなど)の含有量が多い鋼は、高い焼入れ性を持っています。これは、よりゆっくりと冷却しても(例えば、油中や空気中でも)、その中心部まで完全に硬度を達成できることを意味します。低炭素鋼は焼入れ性が低く、硬化させるためには非常に速い焼入れ(水)が必要であり、その場合でも表面のみです。
部品の形状とサイズ
厚くてかさばる部品は、その中心部が表面よりも常にゆっくりと冷却されます。この温度勾配は、硬いマルテンサイト層とより軟らかいパーライト中心部をもたらす可能性があります。これは構造部品を設計する上で重要な考慮事項であり、特性が断面全体で均一ではないためです。
トレードオフの理解:硬度 vs. 脆性
焼入れは強力なプロセスですが、管理しなければならない根本的なトレードオフをもたらします。目標は強度ですが、即座の結果はしばしば不安定性です。
内部応力の避けられない増加
部品が焼入れされると、表面は内部よりもはるかに速く冷却され収縮します。この差動冷却とマルテンサイトへの相変態(わずかな体積膨張を伴う)は、材料内に計り知れない内部応力を発生させます。
歪みと割れのリスク
これらの内部応力が材料の強度を超えると、部品は歪むか(反るか)、最悪の場合、割れます。これは焼入れに伴う主要なリスクであり、特に複雑な形状や高炭素鋼に積極的な焼入れ剤を使用する場合に顕著です。
焼戻しの必要性
その極端な脆性と高い内部応力のため、焼入れされた部品が「焼入れまま」の状態で使用されることはめったにありません。ほとんどの場合、焼戻しと呼ばれる2番目の熱処理プロセスが続きます。
焼戻しは、焼入れされた部品をはるかに低い温度(例:200-650°Cまたは400-1200°F)に再加熱するプロセスです。このプロセスは内部応力を緩和し、一部の炭素を析出させることで、材料の延性と靭性を向上させ、硬度はわずかに低下させるだけです。
目標に合った適切な選択をする
理想的な焼入れ戦略は、部品が必要とする最終的な特性によって完全に決定されます。
- 最大の表面硬度を重視する場合:適切な鋼に高速焼入れ(水/ブライン)を使用しますが、ほとんどすべての用途で脆性を低減するために、その後の焼戻しステップが必須であることを知っておいてください。
- 強度と靭性のバランスを重視する場合:焼入れ性の高い合金鋼を選択し、内部応力を管理し、割れのリスクを低減するために、より穏やかな焼入れ(油)を使用します。
- 複雑な部品の歪みを最小限に抑えることを重視する場合:空冷焼入れの遅い冷却速度で高い硬度を達成するように特別に設計された空冷硬化工具鋼を選択します。
最終的に、焼入れを習得することは、強度、靭性、寸法安定性の間の正確で予測可能なバランスを達成するために冷却速度を制御することです。
概要表:
| 主要な焼入れ要因 | 説明 | 一般的な例 |
|---|---|---|
| 焼入れ媒体 | 冷却速度を制御する流体またはガス | 水、油、空気、ブライン、ポリマー |
| 材料の焼入れ性 | 冷却時にマルテンサイトを形成する能力 | 高炭素鋼、合金鋼 |
| 結果として得られる微細構造 | 急速冷却後の原子配列 | マルテンサイト(硬く、脆い) |
| 後続プロセス | 脆性を低減するための必須ステップ | 焼戻し(より低い温度への再加熱) |
研究室で精密な材料特性を実現する準備はできていますか?
焼入れは熱処理における重要なステップであり、一貫した信頼性の高い結果を得るためには適切な装置が不可欠です。KINTEKでは、材料科学および冶金学用に設計された高品質の実験用炉および焼入れシステムを専門としています。鋼、合金、その他の材料を扱っているかどうかにかかわらず、当社のソリューションは、硬度と靭性の完璧なバランスを達成するために冷却速度を正確に制御するのに役立ちます。
今すぐお問い合わせください。お客様の特定の熱処理ニーズについて話し合い、KINTEKがお客様の研究室の能力をどのように向上させることができるかを発見してください。お問い合わせフォームからご連絡ください – 一緒により強い材料を構築しましょう。
ビジュアルガイド