ろう付けの主な代替手段は、溶接、はんだ付け、機械的締結です。焼きなましのようなプロセスは同様の炉設備を使用するかもしれませんが、それは金属を軟化させるための熱処理方法であり、部品を接合するプロセスではありません。それぞれの真の代替手段は、強度、コスト、適用性において異なるトレードオフを提供します。
中心となる決定は、ろう付けに対する普遍的な「代替手段」を見つけることではなく、材料の適合性、必要な強度、動作温度など、特定の用途の要件に合った適切な接合プロセスを選択することです。
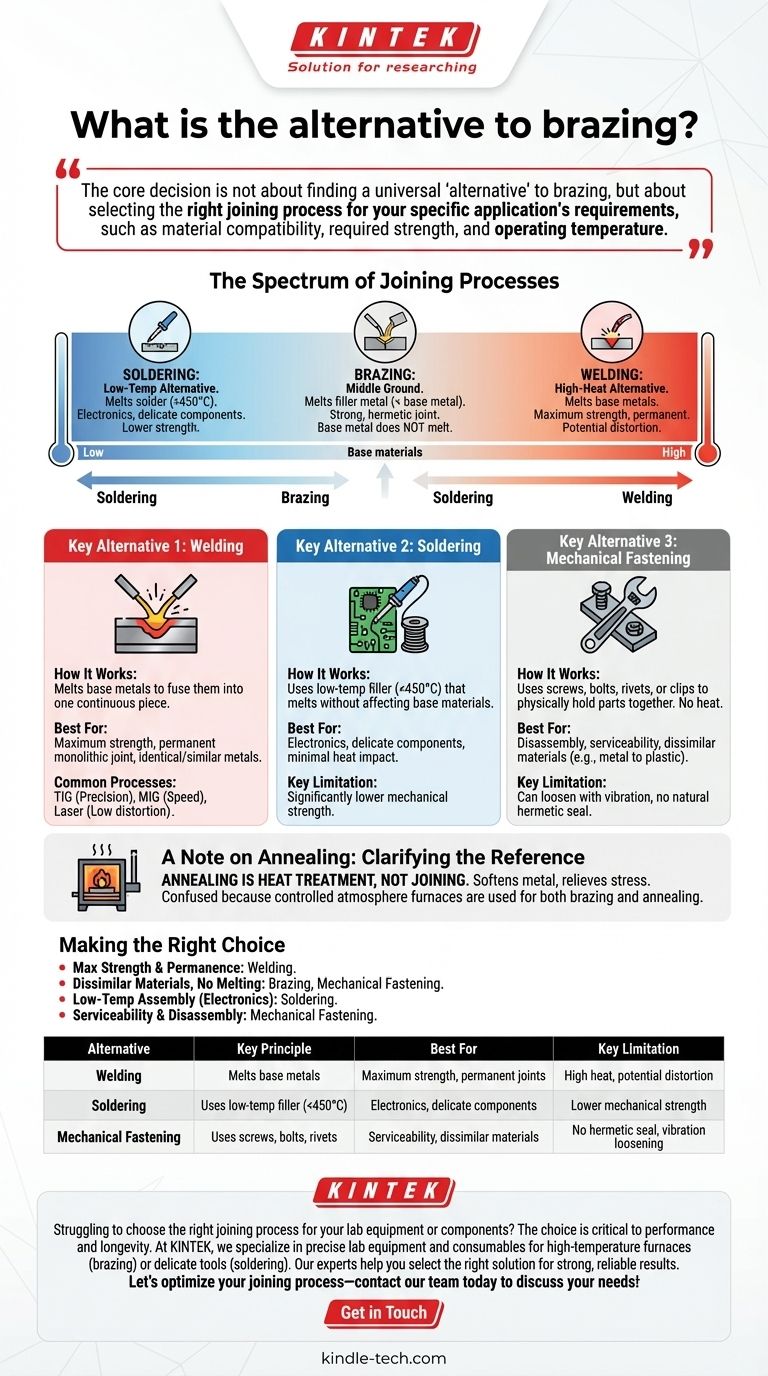
接合プロセスのスペクトル
代替手段を比較する前に、ろう付けがどこに位置するかを理解することが重要です。接合プロセスは、主に熱とそのベース材料への影響によって定義されるスペクトル上に存在します。
中間点としてのろう付け
ろう付けは、毛細管現象によって2つのベース部品の間に流れる溶加材を溶融させることを含みます。溶加材の融点はベースメタルの融点よりも低いため、部品自体が溶けることはありません。これにより、強力でしばしば密閉された接合部が作成されます。
主な差別化要因
ろう付けをその代替手段から区別する主な要因は、温度とベースメタルが溶融するかどうかです。この根本的な違いが、最終アセンブリの強度、歪み、材料適合性を決定します。

主要な代替手段1:溶接
溶接は、熱接合スペクトルの高熱、高強度側に位置します。
溶接の仕組み
ろう付けとは異なり、溶接はベースメタル自体を溶融させ、しばしば溶加材と共に、それらを単一の連続したピースに融合させることによって機能します。2つの氷の角を溶かして1つに再凍結させるようなものだと考えてください。
溶接を選択する場合
溶接は、最大の強度と恒久的な一体型接合が絶対的な優先事項である場合に理想的な選択肢です。同一または非常に類似した金属を接合する場合に最も効果的です。
一般的な溶接プロセス
主要なプロセスには、精度を求めるTIG(タングステン不活性ガス)、速度と自動化を求めるMIG(金属不活性ガス)、高速で低歪みの用途を求めるレーザー溶接があります。
主要な代替手段2:はんだ付け
はんだ付けは、ろう付けの低温版です。
はんだ付けの仕組み
ろう付けと同様に、はんだ付けはベース材料よりも低い温度で溶ける溶加材(はんだ)を使用します。主な違いは、はんだ付けがはるかに低い温度(通常450°C / 840°F未満)で行われることです。
はんだ付けを選択する場合
はんだ付けは、高温に耐えられない電子機器やデリケートな部品の標準です。その低い熱入力は、敏感な部品への損傷を防ぎます。
強度の限界
はんだ付けで使用される低融点溶加材は、ろう付けまたは溶接された接合部に比べて機械的強度が著しく低い接合部をもたらします。
主要な代替手段3:機械的締結
このカテゴリは、熱プロセスを完全に放棄し、機械的な力を使用します。
機械的接合の原理
これは、部品を物理的に固定するためにネジ、ボルト、リベット、クリップなどの部品を使用することを含みます。加熱は一切行われないため、熱による歪みや材料特性の変化のリスクが排除されます。
締結具を選択する場合
機械的締結は、分解または保守性が必要な場合の唯一の選択肢です。また、熱的に接合できない非常に異なる材料(例:金属とプラスチック)を接合するのにも優れています。
振動と密閉の課題
締結された接合部は振動によって緩む可能性があり、自然な気密シールを提供しないため、流体封じ込めには別途ガスケットやシーラントが必要となることがよくあります。
焼きなましに関する注意:参照の明確化
接合プロセスと熱処理プロセスを区別することは非常に重要です。これらは全く異なる機能を果たします。
焼きなましは熱処理であり、接合ではない
焼きなましは、金属を軟化させ、より延性を持たせ、成形しやすくするために使用される熱プロセスです。内部応力を緩和しますが、別々の部品を接合するものではありません。
なぜ混同されやすいのか
この混乱は、高品質のろう付けと焼きなましの両方に制御雰囲気炉が使用されるために生じます。同じ装置で両方のタスクを実行できますが、それらは根本的に異なる目的を持つ異なる操作です。
あなたの用途に合った適切な選択をする
正しいプロセスを選択するには、プロジェクトの譲れない要件を明確に理解する必要があります。
- 接合部の最大の強度と永続性が主な焦点である場合:溶接は通常、優れた選択肢です。ベース材料を一体化するためです。
- 材料を溶融させずに異種材料を接合することが主な焦点である場合:ろう付けは主要な候補であり、機械的締結は非熱的な選択肢です。
- 特に電子機器の場合、低温での組み立てが主な焦点である場合:はんだ付けは、熱影響が最小限であるため、業界標準です。
- 保守性と分解能力が主な焦点である場合:機械的締結が唯一の実行可能な選択肢です。
各接合方法の基本的な原理を理解することで、設計の完全性と性能を保証するプロセスを選択できます。
概要表:
| 代替手段 | 主要な原理 | 最適な用途 | 主な制約 |
|---|---|---|---|
| 溶接 | ベースメタルを溶融させて融合させる | 最大の強度、恒久的な接合 | 高熱、潜在的な歪み |
| はんだ付け | 低温溶加材(450°C未満)を使用 | 電子機器、デリケートな部品 | 機械的強度が低い |
| 機械的締結 | ネジ、ボルト、リベットを使用 | 保守性、異種材料 | 気密シールなし、振動で緩む可能性あり |
研究室の機器や部品に最適な接合プロセスを選択するのに苦労していませんか?ろう付け、溶接、はんだ付け、機械的締結の選択は、アセンブリの性能と寿命にとって非常に重要です。KINTEKでは、ろう付け用の高温炉から、はんだ付け用のデリケートなツールまで、お客様の特定の用途に必要な精密な研究室機器と消耗品を提供することに特化しています。当社の専門家が、強力で信頼性の高い効率的な結果を保証するために、適切なソリューションを選択するお手伝いをいたします。接合プロセスを最適化しましょう。今すぐ当社のチームにご連絡いただき、お客様のニーズについてご相談ください! お問い合わせ
ビジュアルガイド