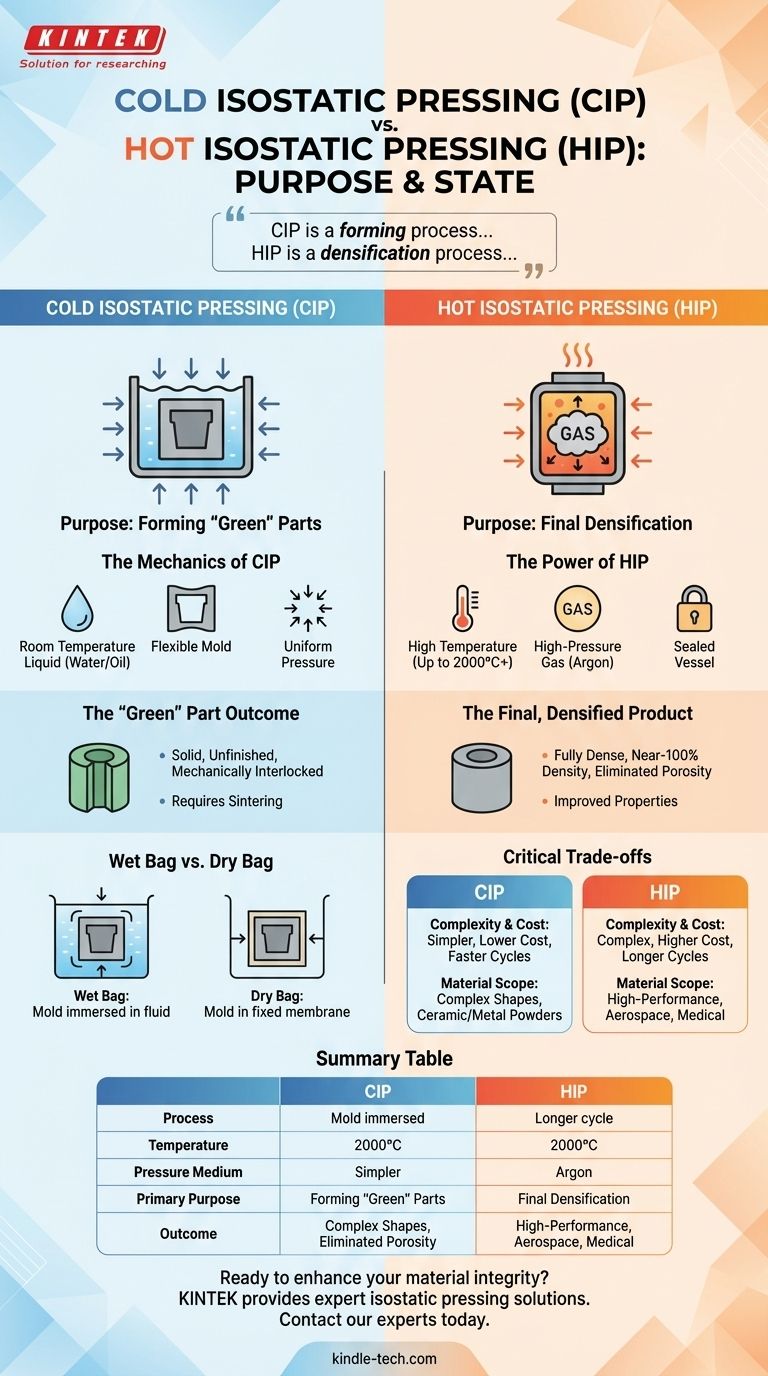
その核心において、違いは目的と状態にあります。冷間静水圧プレス(CIP)は、室温で液圧を使用して粉末を固体の、しかし未完成の「グリーン」部品に圧縮します。対照的に、熱間静水圧プレス(HIP)は、極端な温度で高圧ガスを使用して材料を完全に緻密化し、内部欠陥を除去し、完成した高性能コンポーネントを作成します。
決定的な違いは、温度だけでなく、製造段階にもあります。CIPは予備的な形状を作成する成形プロセスです。HIPは、多くの場合すでに成形された部品に対して、最終的な材料特性を達成する緻密化プロセスです。
冷間静水圧プレス(CIP)のメカニズム
冷間静水圧プレス(ハイドロスタティック成形と呼ばれることもあります)は、粉末から部品を作成するための基本的なステップです。その主な目的は、後続の処理のために均一に緻密な予備成形品を製造することです。
コア原理:均一な圧力
CIPは、液体があらゆる方向に均等に圧力を伝達するという基本的な特性を利用しています。
この静水圧は、粉末を含む柔軟な金型に適用され、あらゆる角度から材料が非常に均一に圧縮されることを保証します。
実際のプロセス
プロセスは簡単です。粉末が充填された柔軟な金型は密閉され、通常は水または油で満たされた圧力チャンバーに浸されます。
外部ポンプが液体を加圧し、金型とその内容物を圧縮します。このサイクルは多くの場合高速で、室温またはその付近で行われます。
「グリーン」部品の成果
CIPの結果は「グリーン」部品です。このコンポーネントは固体であり、取り扱いや機械加工に十分な強度を持っています。
しかし、粉末粒子は機械的にのみ結合されています。粒子を冶金的に結合し、最終的な強度を達成するためには、焼結のような後続の高温プロセスを経る必要があります。
ウェットバッグとドライバッグ
CIPには主に2つの方法があります。ウェットバッグプレスでは、金型は各サイクルで直接流体に浸されます。ドライバッグプレスでは、金型は圧力容器に組み込まれた恒久的な柔軟な膜内に配置され、より高速な自動化と高い生産量を可能にします。

熱間静水圧プレス(HIP)の力
熱間静水圧プレスは、他の方法では不可能なレベルの材料の完全性を達成するために使用される熱処理プロセスです。これは、ほぼ100%の理論密度を持つ部品を作成するために設計された仕上げステップです。
コア原理:熱と力の組み合わせ
HIPは、密閉された容器内で部品を高温と超高圧ガスに同時にさらします。
高温は材料の強度を低下させ、高静水圧が内部の気孔、空隙、または微細な亀裂を閉鎖し、溶接することを可能にします。不活性ガス、最も一般的にはアルゴンが、材料との反応を防ぐために圧力媒体として使用されます。
実際のプロセス
部品はHIP容器に装填され、密閉されて加熱されます。温度が上昇すると、不活性ガスが送り込まれ、圧力が200 MPa以上に増加します。
温度、圧力、時間は、完全な緻密化を達成するために精密に制御されます。サイクルは、制御された冷却と減圧段階で終了します。
最終的な緻密化製品
出力は、疲労寿命や破壊靭性を含む機械的特性が劇的に改善された、完全に緻密なコンポーネントです。
HIPは、重要な鋳造品の多孔性を除去したり、粉末を最終的なニアネットシェイプに統合したり、さらには異なる材料を完璧な冶金的結合で接合したりするために使用されます。
重要なトレードオフの理解
これらのプロセスの中から選択するには、それらの明確な役割、複雑さ、およびコストを明確に理解する必要があります。
目的:成形 vs. 仕上げ
最も大きな違いは製造目標です。CIPは予備成形品を形成するための成形ステップです。HIPは部品の内部構造を完璧にするための仕上げステップです。場合によっては、部品が成形のためにCIPを受け、その後焼結後に最終緻密化のためにHIPを受けることもあります。
プロセスの複雑さとコスト
CIPシステムは室温で液体を使用して動作するため、装置は比較的シンプルで安価です。サイクルタイムも短いことが多いです。
HIPは、極端な温度とガス圧力を同時に安全に管理できる高度に専門化された容器を必要とします。これにより、装置自体、そしてプロセス自体が著しく複雑で高価になります。
材料と適用範囲
CIPは、焼成または焼結前に均一な密度を必要とするセラミックまたは金属粉末から複雑な形状を作成するのに理想的です。
HIPは、航空宇宙タービンブレード、医療用インプラント、重要な産業用コンポーネントなど、材料の故障が許されない高性能用途のために予約されています。
目標に合った適切な選択をする
正しいプロセスを選択することは、「どちらが優れているか」ではなく、製造ワークフローにおける特定のタスクにどちらが適切かという問題です。
- 焼結前に粉末から複雑で均一な「グリーン」部品を作成することが主な焦点である場合:CIPが正しく、費用対効果の高い選択肢です。
- 金属鋳造品の内部多孔性を除去して機械的特性を改善することが主な焦点である場合:HIPが必要な緻密化処理です。
- 金属またはセラミック粉末を直接完全に緻密な高性能最終部品に統合することが主な焦点である場合:HIPは、成形と緻密化を単一の強力なステップに組み合わせることができるプロセスです。
成形プロセスと緻密化プロセスの区別を理解することで、最適な材料の完全性を達成するための正確な技術を選択できます。
要約表:
| プロセス | 温度 | 圧力媒体 | 主な目的 | 結果 |
|---|---|---|---|---|
| 冷間静水圧プレス(CIP) | 室温 | 液体(水/油) | 「グリーン」部品の成形 | 焼結のための均一な粉末圧縮 |
| 熱間静水圧プレス(HIP) | 高温(2000℃以上) | ガス(アルゴン) | 最終緻密化 | ほぼ100%の密度、欠陥除去 |
材料の完全性を高める準備はできていますか?CIPで複雑な粉末予備成形品を成形する必要がある場合でも、HIPで完全な緻密化を達成する必要がある場合でも、KINTEKの実験装置と消耗品に関する専門知識は、お客様の実験室または製造ニーズに最適な静水圧プレスソリューションを選択するのに役立ちます。今すぐ当社の専門家にお問い合わせください。当社の専門装置がお客様のコンポーネントの性能と信頼性をどのように向上させることができるかについてご相談ください。
ビジュアルガイド
関連製品
- 全固体電池研究用温間等方圧加圧装置(WIP)
- ラボ用等方圧プレス金型
- コールドアイソスタティックプレス用電気分割ラボコールドアイソスタティックプレスCIP装置
- 自動ラボ用コールドアイソスタティックプレス CIP装置 コールドアイソスタティックプレス
- 手動等方圧プレス機 CIPペレットプレス

















