過熱したろう付け継手は、充填金属の外観と周囲の母材の状態によって最も明確に示されます。 明るく滑らかでクリーンなフィレットの代わりに、鈍く、灰色で、多孔質で粗い表面が見られます。母材自体は、しばしば黒ずんだ剥がれやすいスケールなど、過度の酸化の兆候を示し、継手の完全性が根本的に損なわれていることを示します。
過熱は見た目の問題ではありません。それは化学的および冶金学的故障の兆候です。フラックスが破壊され、充填合金が損傷していることを示し、その結果、漏れや構造的故障を起こしやすい、弱く、脆く、信頼性の低い接合が生じます。
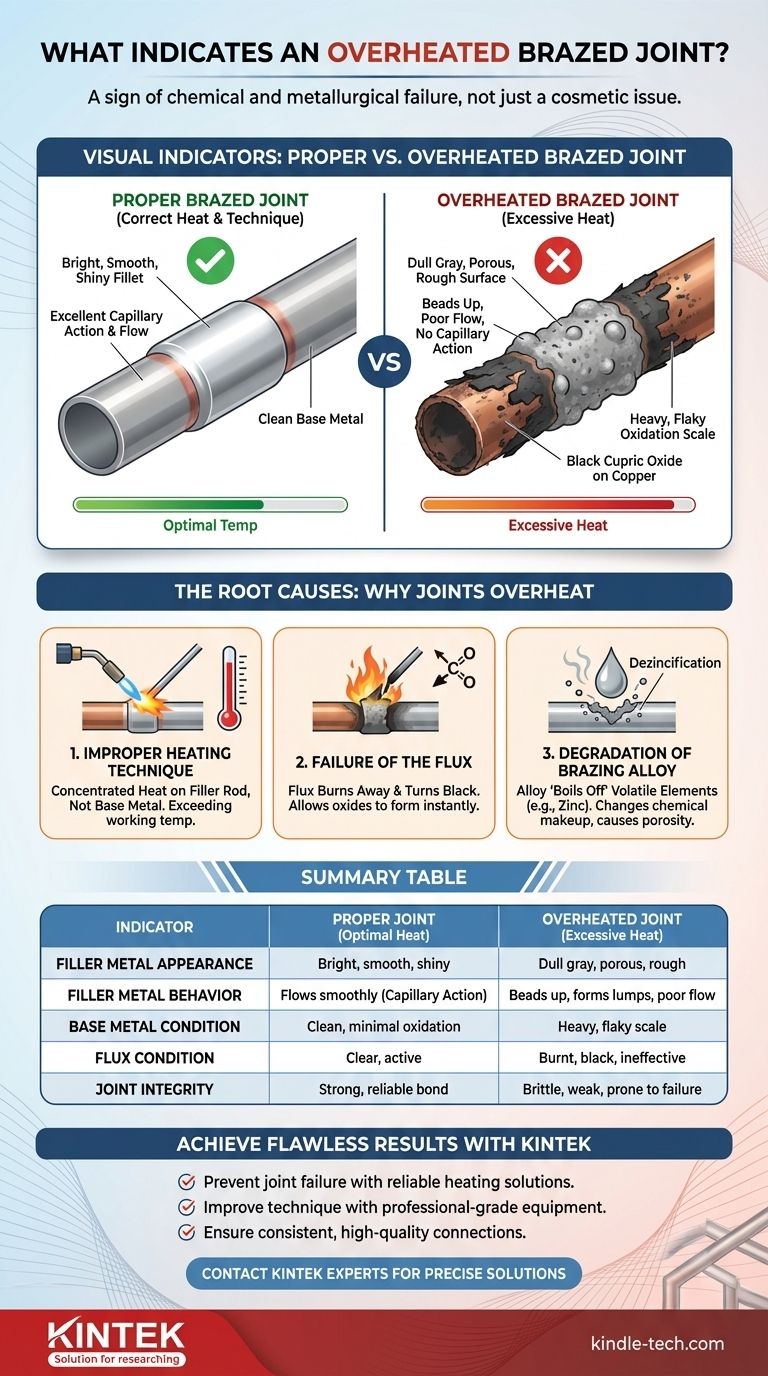
過熱した継手の視覚的指標
適切に実行されたろう付けは、そのクリーンで滑らかな外観によって容易に識別できます。過熱は、失敗した継手を示す明確な一連の視覚的兆候を残します。
充填金属の外観
最も直接的な兆候は、ろう付け合金そのものです。良好な継手は、明るく、光沢があり、滑らかなフィレットを持ち、2つの母材の間でうまく溶け合っています。
過熱した継手では、充填金属が鈍い灰色または黒色になります。表面は粗く多孔質になり、滑らかであるべきところがしばしばピット状または結晶状に見えます。
充填金属の挙動
適切なろう付けは、溶融した充填材が母材間の狭い空間にきれいに引き込まれる毛細管現象に依存します。
継手が過熱すると、充填金属は適切に流れなくなります。継手に引き込まれるのではなく、表面で玉状になったり、塊を形成したりする傾向があります。これは、フラックスが分解され、金属表面を清浄化する機能が失われていることを示します。
母材の状態
過熱による損傷は、充填材を超えて広がります。継手に隣接する母材に細心の注意を払ってください。
例えば、銅管では、過熱により厚く剥がれやすい黒色の酸化銅(II)スケールが生成されます。これは、適切に加熱された継手の薄い赤みがかった酸化銅(I)とは異なります。鋼材では、継手領域から遠く離れた場所に濃い青色または灰色の変色が見られることがあります。

根本原因:なぜ継手は過熱するのか
化学レベルで何が起こっているかを理解することは、この一般的な故障モードを防ぐ鍵です。過熱は、単に時間の問題ではなく、不適切な技術の結果です。
不適切な加熱技術
最も一般的な原因は、トーチの誤用です。加熱は、充填合金自体ではなく、母材に広く、均一に、そして集中して行うべきです。
炎を1か所に長時間当てすぎたり、ろう付け棒に直接集中させたりすると、フラックスと合金の両方の使用温度範囲を急速に超えてしまいます。
フラックスの機能不全
フラックスは、特定の活性化温度範囲を持つ化学物質です。その役割は、金属を清浄化し、加熱中の酸化を防ぐことです。
継手を過熱すると、フラックスが燃え尽きてしまいます。フラックスは黒くなり、機能しなくなり、熱い金属上に酸化物が即座に形成されます。これらの酸化物は、充填合金が浸透できないバリアを作り、適切な接合を妨げます。
ろう付け合金の劣化
ろう付け合金は、慎重に調合された金属混合物です。過度の熱は、この調合を損傷することがあり、しばしば揮発性の高い元素を「沸騰させて除去」します。
例えば、一般的な真鍮ベースのろう付け合金では、過熱により合金から亜鉛が蒸発する(脱亜鉛現象として知られるプロセス)ことがあります。これにより、合金の化学組成が変化し、強度が低下し、しばしば継手内に多孔性が生じます。
トレードオフの理解:熱制御 vs. スピード
仕事をより早く完了するために過度の熱を使いたくなるかもしれません。これは、作業の完全性を犠牲にする重大な間違いです。
「もっと熱を」という誘惑
初心者は、より熱い炎や長い加熱時間によって充填材が流れることを確実にする、と考えがちです。彼らは、プロセスをより速く進めようと、強烈で直接的な熱を適用します。
結果:脆く信頼性の低い継手
このアプローチは、望ましい結果とは逆の結果をもたらします。過熱によって得られる「スピード」は、強度と信頼性を直接犠牲にすることによって得られます。結果として生じる継手は、見た目も悪く、構造的に弱く、圧力や振動の下でほぼ確実に故障します。
過小加熱:コインの裏側
破壊的ではないものの、過小加熱も継手の失敗につながります。母材が十分に熱くない場合、充填合金は溶融せず、適切に流れず、接合のない表面にただ乗っているだけの「コールドジョイント」が生成されます。目標は、単に「熱い」だけでなく、正確な温度範囲です。
目標に応じた適切な選択
完璧なろう付けを実現するには、正確な熱制御が重要です。視覚的指標は単なる問題の兆候ではなく、技術を磨くのに役立つフィードバックです。
- 強度と信頼性を最優先する場合: 母材を均一に加熱し、母材が充填合金を溶かすようにします。充填棒を炎で直接加熱してはいけません。
- 品質管理を最優先する場合: 明るく、滑らかで、適切に形成されたフィレットを探すように目を訓練し、鈍い、多孔質、または焼けたスケールに囲まれている継手は直ちに却下します。
- 学習と練習を最優先する場合: フラックスを温度インジケーターとして使用します。フラックスが水のように透明で液体になったら、母材は充填合金を受け入れるのに最適な温度です。
熱制御を習得することは、初心者と専門家、失敗した継手と成功した継手を分ける決定的なスキルです。
要約表:
| 指標 | 適切なろう付け継手 | 過熱したろう付け継手 |
|---|---|---|
| 充填金属の外観 | 明るく、滑らかで、光沢のあるフィレット | 鈍い灰色、多孔質、粗い表面 |
| 充填金属の挙動 | 毛細管現象により滑らかに流れる | 玉状になる、塊を形成する、流れが悪い |
| 母材の状態 | クリーン、最小限の酸化 | 厚く、剥がれやすいスケール(例:銅上の黒色酸化銅(II)) |
| フラックスの状態 | 透明で活性 | 焼けて、黒く、効果がない |
| 継手の完全性 | 強く、信頼性の高い接合 | 脆く、弱く、故障しやすい |
KINTEKで完璧なろう付け結果を達成
過熱によってろう付けプロジェクトが損なわれることがないようにしましょう。強力で信頼性の高い継手を作成するには、適切な技術と適切な機器が不可欠です。KINTEKは高品質の実験装置と消耗品を専門とし、正確な温度制御と一貫した結果に必要なツールと専門知識を提供します。
当社がお手伝いできること:
- 信頼性の高い加熱ソリューションで継手の故障を防ぐ
- プロフェッショナルグレードの機器でろう付け技術を向上させる
- 重要なアプリケーション向けに一貫した高品質の接続を保証する
ろう付けプロセスを完璧にしたいですか? 今すぐ当社の専門家にお問い合わせください。KINTEKのソリューションがお客様のラボの特定のろう付けおよび加熱ニーズにどのように対応できるかをご相談ください!
ビジュアルガイド